
The Simplicity self-lubricating linear plain bearings are built to last, and they will often out-perform and last longer than a traditional linear ball bearing. Called the “little red bearing” by loyal customers, they have been a popular replacement for failing ball bearings. Simplicity plain bearings will not catastrophically fail.

The KISSsoft System Module allows you to predefine virtually any possible combination of shifting positions and boundary setups in a transmission or gearbox. They are then combined into Operating Modes. These operating modes specify which clutches, switching elements, or brakes are active and which load is applied at specific system boundaries at a given situation. A typical example is when a gearbox is driven by multiple motors, like in a Dual Motor EV gearbox and different load combinations and/or power flow directions (changes from driving to coasting condition or from motor to generator mode) need to be analyzed.

Elgeti Engineering has released the schedule for its Online Bearing Seminars for Spring 2026. Gain a thorough understanding of bearing technology, from basis design questions over supplier development to failure analysis. Attendees can take advantage from the broad experience of lecturers in 90 min online sessions. Choose from individual sessions, complete topics, or enroll in the full six-week program.

IKO is accepting sample requests for an innovative lubricant that ends the compromise that engineers often struggle with when choosing conventional lubricants in vacuum applications like semiconductor equipment — long-lasting high performance versus cleanliness. Liquid Crystal Lubricant is a promising alternative to traditional lubricating greases that are composed of base oils and thickeners whose dissimilar molecules do not adhere well to metal surfaces and evaporate easily. Instead, Liquid Crystal Lubricant forms molecular aggregates whose layers easily slide past each other. This unique molecular structure adheres better to metal surfaces without releasing materials. The result: excellent lubrication characteristics where rolling contact occurs and low outgassing.

SKF Group and INSA Lyon are extending their four-decade collaboration with the launch of a new research chair: “Reimagining Lubrication – Advanced Bearing Lubrication for a Better Tomorrow.”
This collaboration began forty years ago at LaMCoS (Contacts and Structures Mechanics Laboratory - UMR CNRS 5259) and has evolved into a strategic partnership that includes 12 years of dedicated research through two previous chairs. The third chair, which was officially inaugurated on November 6, builds on this strong foundation to drive innovation at the intersection of academic research and industrial application.

Agritechnica 2025 took place in November in Hannover, Germany. The exhibition welcomed 2,800 exhibitors from over 50 countries, including 234 world premieres, presenting advanced farm equipment and solutions. With 430,000+ visitors and the entire 23 halls fully booked, this year’s edition included exhibitors from 52 countries showcasing intelligent, connected technologies that make farming more sustainable, productive and user-friendly.

SKF is launching The Patent Bay, a new platform open to companies that aim to accelerate technologies with the potential to advance sustainability, by making selected patents freely available to others.

NTN Bearing Corporation of America is proud to share the story of our latest Community Spirit & Engagement Event at Spring Valley Nature Center in Schaumburg, Illinois. On Wednesday, October 22, a team of twelve dedicated NTN employees rolled up their sleeves and spent the morning enhancing the natural beauty of this beloved local preserve.

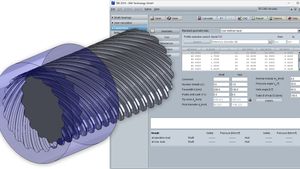
GWJ Technology GmbH from Braunschweig presents the new version of its SystemManager, which serves as an extension for the established calculation solutions eAssistant and TBK. With numerous innovations and optimizations, the software provides engineers with enhanced capabilities for modeling, calculating, and analyzing complex drivetrain systems.

Solve Industrial Motion Group has announced its acquisition of B&B Manufacturing, ("B&B") a US manufacturer of power transmission and precision mechanical components.
B&B, in business for over 27 years, consists of five locations, and is headquartered in La Porte, Indiana. B&B is North America's largest synchronous drive pulley manufacturer, specializing in synchronous drive solutions. B&B products include timing pulleys, synchronous belts, v-belt sheaves, taper bushings, idlers, and roller chain sprocket. B&B also brings with it two recent acquisitions, Diversified Specialties and JJC Associates.

The Bearing Show is North Americas newest exhibition and conference, connecting the evolving needs of bearings end-users with the latest technologies serving, OEM development, maintenance professionals and R&D engineers. Meet visitors from OEM’s, machine manufacturers, industrial plants, global distributors and more. Gain insights into emerging trends such as energy efficiency, sustainability, and cost-effective maintenance strategies.

SpinDrive, a Finnish company providing active magnetic bearing (AMB) systems, has raised new growth funding. The company’s frictionless machinery products enable industrial end-users and original equipment manufacturers (OEMs) to achieve higher energy efficiency and productivity, while reducing operational emissions, maintenance costs, and pollution from oil-based lubricants.

The Timken Company has expanded its suite of online engineering tools available at engineering.timken.com. The platform now includes two new proprietary calculators and an enhanced “My Projects” feature for registered users, giving design engineers more powerful resources to optimize system performance and streamline workflows.

SKF is redesigning parts of the Industrial business to further increase its competitiveness and accelerate profitable growth. The new set-up, which will be implemented with immediate effect, will drive business synergies across the full value chain globally and simplify structures to accelerate execution regionally.

The North America Underground Mining Vehicle Market is set for robust expansion, with its valuation expected to climb from USD 5.5 billion in 2025 to USD 9.8 billion by 2035, registering a strong Compound Annual Growth Rate (CAGR) of 6.0 percent over the forecast period, according to Future Market Insights, Inc. This significant growth is primarily fueled by a surge in mineral exploration, a heightened industry focus on worker safety, and accelerating investment in vehicle automation and electrification, according to a new report titled “North America Underground Mining Vehicle Market Size and Share Forecast Outlook 2025 to 2035.”

There are upcoming opportunities available for both new KISSsoft users and design engineers with prior KISSsoft knowledge. Acquire or refresh essential skills and knowledge to use the software for shaft and bearing design or enhance your proficiency in bolt calculation.

As industries adopt more automation, the demand for reliable and efficient pneumatic systems, which power everything from robotic arms to air-powered tools, continues to rise. However, despite their widespread
use, these systems often suffer from hidden inefficiencies. Here, Chris Johnson, managing director at SMB Bearings—Oxfordshire, U.K.) explores how an overlooked component, industrial bearings, can improve the
efficiency of pneumatic technologies.

Material plays a crucial role in manufacturing. Vesconite Bearings is a perfect example of this as the company provides bearings and bushings for a versatile application range where the components must survive in the most extreme environments.

Parametric study is a common practice in engineering calculations. It involves changing different parameters in the model and investigating their influence on the final results of the calculation. Parametric analyses are usually carried out by means of some kind of scripting or programming language. KISSsoft supports parametric analysis through its integrated scripting language or a COM interface, which is compatible with popular programming languages such as Python, Visual Basic, and others.

NTN Bearing Corporation of America (NBCA) is pleased to announce the relocation of its corporate headquarters to the Schaumburg Corporate Center, located at 1501 East Woodfield Road, Schaumburg, Illinois.

NTN is proud to announce that Cheryl Loew-Resch, marketing events and promotions manager, has been named a 2025 Women at the Wheel honoree by aftermarketNews.

The AD Bearings & Power Transmission (BPT) Division proudly marked a major milestone recently, celebrating its 10-year anniversary during the 2025 North American Meeting held at the JW Marriott in Indianapolis. With record-breaking attendance of over 330 attendees, the event brought together members, suppliers, and industry leaders of the BPT community for three days of strategic collaboration, networking, and celebration.

A supplier of premium products and services to the oil and gas service industry has repeated purchases of Vesconite Hilube bushings for Roper gear pumps, following the bushings' successful in-field performance on the pumps’ drive and the driven (idler) gear shafts.

Rolling bearings possess especially low friction characteristics. They make it possible to reduce bearing friction by half, offering the construction machinery sector the opportunity to achieve significant carbon dioxide savings without imposing high development costs. This article will examine the current solutions from Schaeffler.


Elgeti Engineering has released information for the company's Fall 2025 Online Bearing Seminar schedule.

The dry-running, corrosion-resistant plastic components offered by Igus are ideal for use in the marine and boat building industries. Watch this video to learn some of the specific advantages these components offer, and some of the ways they can be used to improve boat designs.

Thordon Bearings has recently seen its RiverTough tailshaft bearing solution surpass 500 installations in the workboat sector. Primarily a retrofit solution but also increasingly specified for newbuilds, RiverTough is designed for coastal and inland waterways, where conditions are typically muddy and abrasive.

The Power Transmission Distributors Association (PTDA) welcomes new manufacturer member Mantis Conveyor Products and welcomes back distributor member Allen Bearings & Technologies Limited.

Bearing damage due to electric current in variable frequency drives (VFD) is well understood as a general concept. What is not yet fully developed are the models that better predict when a system is at risk and where we should be looking for early signs of damage.

NTN, the parent company of BCA Bearings, proudly announces that BCA Bearings has been awarded a 2025 ACPN Content Excellence Gold Award in the Large Category (250,000+ applications) for ACES and PIES Data. The award was presented at the Auto Care Connect held May 12–15, 2025, in Phoenix, Arizona.

The Timken Company has announced the appointment of Timothy A. Graham as president of Industrial Motion and an officer of the company, effective immediately. Graham, who most recently served as vice president of operations for Engineered Bearings, succeeds Christopher A. Coughlin. Coughlin, who announced his retirement earlier this year, will remain with the company through his planned retirement to help ensure a seamless transition.

NTN Bearing Corporation of America (NBCA) is pleased to announce a pair of key personnel changes to its industrial business units. Effective June 1, 2025, Jim Misch will assume the role of vice president, Industrial OE Business Unit, while Rich Rosenbarger will step into the position of director, marketing and technical services.

SKF has inaugurated its new factory in Tangier, Morocco, which initially will employ around 60 people. The factory will manufacture components for magnetic bearings and high-speed electric motors, enabling SKF to meet the increased demand for these solutions while strengthening the Group’s position as a global leader in this area.

ATC Diversified Electronics, maker of a broad range of devices for automation, motor protection, electrical safety, and power quality, makes remote process monitoring effective and affordable with SENSERT. With this cloud-based monitoring and alert system, a variety of sensors can be wirelessly connected via remote I/O or hardwired directly to the SENSERT base unit.

AD is proud to announce that it has been ranked the #1 Top Workplace in the Philadelphia/Delaware Valley region for midsize companies, marking a major milestone in its ongoing commitment to fostering a positive and engaging environment for associates.

RBC Bearings Incorporated has entered into a definitive agreement to acquire VACCO Industries from ESCO Technologies Inc.

NTN Corporation is a global bearing manufacturer with over 100 years of history. The company plays a vital role in ensuring the smooth operation of various machinery, including automobiles, rolling stock, electronic devices and wind turbines. Committed to innovation and sustainability, NTN’s bearings quietly support everyday life worldwide. KISSsoft rolling bearings database has been extended in KISSsoft Release 2025 to include 17 types of NTN bearings. This addition allows engineers to seamlessly access the NTN bearings catalog data, making the software even more versatile for bearing calculations.

SKF announces a partnership with wave energy technology development company Carnegie Clean Energy Limited to deliver Carnegie’s CETO’s Power Take-Off (PTO) system.

NTN Bearing Corporation of America (NBCA) is honored to announce a significant milestone in its history: the retirement of Pete Eich, president and CEO, effective June 1, 2025. After 42 years of dedicated service to NTN, Pete has decided to step down from his role, leaving behind a legacy of leadership and innovation.

This course is specially designed for engineers and others with technical backgrounds that have had limited exposure to bearings and need to adapt their technical training to bearings or seek an upgrade to their technical knowledge. The Essentials Course focuses on understanding basic internal geometry, tribology, bearing attributes and applications and explores the basic concepts around manufacturing methods, loads, internal load contacts, lubrication and failure.

NTN Bearing Corporation is pleased to announce that CEO Ukai has been appointed chairperson of the World Bearing Association (WBA). His term began in September 2024 and will last for two years.

The Timken Company has introduced a comprehensive offering of online engineering tools – available at engineering.timken.com – for use by design engineers and others who specify bearings for new or existing applications.
GWJ Technology GmbH has released a new version of its TBK desktop calculation solution for designing, recalculating and optimizing gears, shafts, bearings, bolted joints, shaft-hub connections and other machine elements.

Schaeffler continues to advance key technologies shaping the future of mobility and motion. One area of interest—humanoid robots—is where Schaeffler is developing advanced component and system capabilities for the next generation of robotics. PTE recently had the opportunity to discuss these technologies with Al Makke, engineering director, humanoid robotics, North America, at Schaeffler Group USA.

Norelem, the global manufacturer and supplier of standard components for machinery and automation, has expanded its product range by adding 30,000 parts to its catalog. Unique in the industry, this expansion brings Norelem’s selection of high-quality components to over 130,000 products for design engineers and machine technicians. Having supplied the mechanical engineering industry for over 65 years, Norelem is well-positioned to meet the needs of its customers and launches new products every month to ensure they have access to the right parts at the right time.

Atlantic Bearing Services will take part in the U.S. Caribbean Business Conference 2025 as a bronze sponsor, reinforcing its growth and commitment to strengthening business relationships in the Caribbean. As one of the leading engineering companies participating, ABS joins top companies from various industries in a key event to explore new opportunities in the region.

Whether in traction motors for rail transport, wind energy systems, or drive technology, the use of electric motors or generators with frequency converters is increasingly becoming the norm. However, this trend also introduces the risk of electrical voltage developing between the inner and outer rings of rolling bearings.

Companies focused on reducing energy consumption and carbon emissions within industrial operations can address both by selecting Timken EnviroSpexx roller bearings.

Between trade shows including MINExpo and CES 2025, we’ve been treated to a great deal of new technology in areas like mining, agriculture, construction and heavy industrial components. Liebherr has modified its component portfolio to include digital measurement, electrification and maintenance-free technologies. Liebherr’s component product segment offers advanced solutions for slewing bearings and slew drives that meet the rising demands across a variety of applications and industries. These components are future-ready and play a vital role in making operations much more efficient.

The FVA-Workbench is a manufacturer-neutral solution for modeling, parameterization, and simulation of transmission systems. Version 10 was released on February 17, 2025, to make gearbox design even more efficient. For drive technology professionals, the FVA-Workbench is an indispensable tool for reliable modeling, calculation, and optimization of complex drive systems and transmission elements. The software bundles 50 years of research and development from the FVA expert network into a single platform, making its collected knowledge directly applicable for industrial practice.

SKF has unveiled a new series of bearings designed for circular use enabled by new advanced Laser Metal Deposition (LMD) technology. The innovative SKF Infinium bearings mean that, for the first time, bearings can be reclad and reused repeatedly, marking a significant advancement in circularity and additive manufacturing. Using LMD technology, SKF has created bearings that offer better performance and durability compared to standard bearings, customized for targeted applications.
GWJ Technology is starting a new seminar schedule in 2025. This year, GWJ is once again offering a wide range of different seminars that can be booked as online seminars or, if desired, as traditional face-to-face events. The online seminars are designed to be interactive and provide a comprehensive insight into the respective topic. Practical exercises deepen the content. Online seminars take place over two or three days and last two hours each.

The Elgeti online spring engineering seminars begin soon. Additionally, Elgeti offers customized and private sessions if needed. Here's a quick look at the schedule:

The 2025 Board of Directors and Manufacturer Council of the Power Transmission Distributors Association (PTDA) have officially begun their leadership terms.

Understanding the overall economy as it relates to the global bearing market is critical because it will ultimately determine how companies spend their money. In a down economy, companies go into protective mode, reducing inventories, headcount, R&D expenses and less willing to spend money on products on projects that have not turned into real purchase contracts. In a healthy economy, we see more R&D in heat treatment, lubrication, steel quality, etc. with headcount and resources willing to support long-term (and unpaid) projects.

The Bearing Show North America 2025, colocated with Lubricant Expo North America 2025 takes place March 18–20 at Huntington Place in Detroit. The Bearing Show connects the evolving needs of bearings end-users with the latest technologies serving OEM development, maintenance professionals and R&D engineers.

Call it destiny, divine intervention or good ole-fashioned fate, speaking with Alejandro Pardiñas, CEO of Atlantic Bearing Services (ABS) and ABS Wind, one gets the impression he had no choice other than to become a mechanical engineer. This was evident way back when his great-grandfather became a mining engineer for Rio Tinto.

The Timken Company recently announced the appointment of Kimberly K. (Kim) Ryan to its Board of Directors. Her election increases The Timken Company Board to 13 members.

Schaeffler Digital Solutions GmbH, a subsidiary of the Schaeffler Group based in Chemnitz, has received the Best of Industry Award 2024 in the “Best in Manufacturing: Networked Systems” category from the trade magazine MM MaschinenMarkt for its autinityDAP (Data Acquisition Platform) software.

Two common types of drive solutions available on the market are direct drive solutions and belt drive solutions. With direct drives, the gearmotor is directly connected to the load being driven and does not require additional connection components. Belt drives, in comparison, are offset from the driven load and require belts and pulleys to connect the two. They also often include a motor mount, sheaves, machine guard, and a torque arm, making them a more complicated set up than the gearbox, NEMA adapter, and motor combination of direct drives. The compact direct drives also provide higher efficiency, reliability, and safety features compared to traditional drive packages.

Eaton's Mobility Group is now offering aftermarket Endurant automated manual transmission (AMT) parts and remanufactured units. This new offering expands the existing AMT portfolio of products for Daimler DT12 and Volvo I-Shift transmissions and provides a one-stop shop for all makes of manual and AMT transmissions operating in North America.

Since taking over as CEO of Solve Industrial Motion Group in June 2024, Ernie Lauber has focused on continuous improvement, predictive maintenance and growing the legacy brands within Solve.
Combining brands such as IPTCI, MasterDrive, PTI and TRITAN together with the LMS, SST, SPB-USA and USA Roller product lines, Solve Industrial Motion Group is a provider of high-quality metric and American Standard power transmission components and industrial-grade bearings.

SKF has secured EUR 430 million financing from the European Investment Bank (EIB) with a tenor of up to ten years. The financing will support SKF’s research and development (R&D) to increase the focus on high-growth segments and accelerate the design and development of enabling technologies particularly for the green transition and sustainability.

Liebherr’s components product segment supplies the heart of the rotating pillar for the bridge Friesenbrücke, which is being erected for Deutsche Bahn in Weener. It comprises a 5-meter, 12.5-ton combined roller and ball bearing along with eight matching pinions. This rotating pillar and the associated mechanical systems by Hermann GmbH Maschinenbautechnologie support the 145 meter long, 1,800-ton central section of Europe’s largest lifting swing bridge to date.

Antonio Martin Hernandez, Marco Partidas, Dayan Leng Armenteros, and Laura Vazquez diligently working on various components that require special attention. They are focused on inner rings (IRs) for cylindrical roller bearings, which play a crucial role in reducing friction and supporting radial loads. Additionally, they handle bevel gears, essential components in gearboxes that change the direction of torque transmission across various industrial applications.

Schaeffler India, a leading motion technology company in partnership with ‘Buddy4Study Foundation’ has announced the winners of its 2024 edition of the ‘Schaeffler India Social Innovator Fellowship Program’. The initiative aims to recognize and reward social entrepreneurs developing unique sustainable solutions that have the potential to positively impact and benefit society at large. It is also part of Schaeffler India’s flagship Corporate Social Responsibility (CSR) initiative HOPE, reinforcing its commitment to Healthcare, Occupational skill development, Preservation of Heritage & Environment and Empowerment of society.

Thordon Bearings has unveiled a new wireless propeller shaft bearing wear measurement system, marking a significant advancement in hull and propeller shaft condition monitoring.

The PTDA 2024 Industry Summit, held at The Broadmoor in Colorado Springs, CO., brought together over 425 power transmission/motion control (PT/MC) industry executives to explore the theme “Broadening Horizons. Elevating Excellence.” The event sparked fresh thinking and provided actionable insights for tackling key challenges within the PT/MC sector.

A provider of engineering services in the hydraulic and pneumatic industry anticipates new orders in 2025 for movie prop platforms that use low-coefficient-of-friction Vesconite bushings. It hopes to produce several platforms in 2025, which will add to the number of platforms that it has produced since its first foray into the movie industry in May 2005.

Igus has developed a new polymer bearing material called iglide JPF that is free of both per- and polyfluoroalkyl substances (PFAS) and polytetrafluoroethylene (PTFE). This innovation marks an important step in the company's efforts to create sustainable alternatives to conventional plain bearings.

Schaeffler is proud to announce that Vehicle Lifetime Solutions CEO Jens Schueler, has been recognized with the prestigious 2024 Hall of Fame Award by the Import Vehicle Community of the Auto Care Association. Schueler received the award during the AAPEX show in Las Vegas

The Spain-US Chamber of Commerce in Florida is proud to announce that the recipients of the 2024 Ponce de León Awards for "Company of the Year" are Iberdrola and its U.S. subsidiary, Avangrid and the "Executive of the Year" is Alejandro Pardiñas, CEO of ABS, recognizing their exceptional contributions to energy innovation and industrial leadership.

NSK Ltd. has been collaborating with Chitose Group, a group of leading biotechnology companies in the global bioeconomy to undertake business creation activities focused on biomass recycling. This spring, the two companies have achieved a certain level of success, including the sale of a compost production plant developed by both companies, and having paved the way for commercialization, they have decided to strengthen their cooperation for future expansion of this business and co-creation of new businesses.

NTN Corporation is pleased to announce the expansion of our “Low Friction Hub Bearing” Series, with the development of two new products with low friction characteristics, “Low Friction Hub Bearing IV” and “Low Friction Hub Bearing V”. These hub bearings were developed to meet the needs of our global automotive OE customer-base, as they strive to make their mobility products more efficient.

Recently I’ve had a number of people tell me how much they enjoy our work here at PTE. While it’s always nice to receive “attaboys,” these recent unsolicited compliments have been both thoughtful and specific, which is especially gratifying because they validate many of the choices we make as publishers.

I would like to briefly discuss some thoughts on ball bearing efficiency specifically in terms of applied load and resulting stress. I don’t want to trivialize this subject; there are textbooks written on the subjects of electrohydrodynamic lubrication (EHL), octahedral subsurface shear stress and friction losses due to elastic hysteresis. This is a just a high-level discussion on the importance of individual bearing stress on efficiency.

At InnoTrans, SKF showcased tapered roller bearings for enhanced reliability of gearbox applications and cylindrical roller bearing units for increased longevity of freight train wheelsets.

Nine months into building the most powerful test bench for main bearings to date, R&D Test Systems, Denmark’s wind turbine test specialist, has completed the 3,700 metric ton foundation and is now designing and welding the test bench parts that will perform extreme test loads on main bearings for 25 MW wind turbines. With delivery in 2025, the test bench is bound for LORC’s new main bearing test facility.

AD is proud to announce that Mark Balcom, president and owner of Pooley Inc., has been elected to its Bearings & Power Transmission Divisional Board, effective August 2024.

MINExpo boasts 1,900+ companies involved in the global mining industry. Opening sessions allow the industry to come together to debate global challenges, market fluctuations and the future of mining. Resources include exploration, mine site development, open pit mining, underground mining, smelting and refining, processing and preparation and reclamation. Here’s a sample of the companies exhibiting and the products/technologies they will be featuring in Las Vegas from September 24–26, 2024.

CCTY (Lake Zurich, IL) is a manufacturer of high-performance motion control and assemblies including spherical plain bearings, rod ends, mast guide bearings, self-lubricating bearings, tie rods, ball joints and more. CCTY is a full-service global engineering and consulting partner that helps customers quickly turn new product ideas into reality. PTE recently discussed the company’s evolution with Yaman Obaid, a mechanical engineer specializing in robotics for CCTY.

NTN, the parent company of BCA Bearings, has announced the launch of the BCA Wheel Hub with Hardware Kits product line. The initial launch of this new product line includes 27 new SKUs for popular import and domestic applications and represents coverage for over 16.3 million vehicles in operation.

The Timken Company has issued its corporate social responsibility (CSR) report, providing an update on the company's actions to improve the lives of individuals and communities, benefit the planet and strengthen its business.

Physik Instrumente (PI) inaugurated the PI Technology Hub in Karlsruhe, Germany in July. On an area of 500 sqm, the hub offers space for ten employees of the central department “Global Research” as well as ten additional places for more extensive project work and for Ph.D. students and working students. It is equipped with special laboratories to allow for hands-on experiments. The strategic proximity to the Karlsruhe Institute of Technology (KIT) and other research institutions will promote an intensive exchange and close cooperation.

The Timken Company recently announced the appointment of Todd M. Leombruno to its board of directors. The election will bring The Timken Company board to 11 members.

The 2024 AD Bearings & Power Transmission (BPT) North American Meeting, held from August 11-14 at the Gaylord Rockies Resort, brought together industry leaders, supplier partners, service providers, and innovators for a highly successful and impactful event. The meeting featured a series of insightful sessions, strategic discussions, and collaborative opportunities that highlighted the continued growth and dynamism within the Bearings & Power Transmission sector.

Motion Industries, Inc., a distributor of maintenance, repair and operation replacement parts, and a premier provider of industrial technology solutions, signed a definitive purchase agreement to acquire the operating assets of Canadian-based LSI Supply Inc. and its sister company 273 Ontario (which trades as LSI). The transaction is expected to close later this month, subject to customary closing conditions.

As the world celebrates the Olympic Games this month, Vesconite Bearings is reminded of a remarkable achievement in its history—the production of the largest bearing it has ever created.

Gear drives are fundamental in most processing operations, connecting the prime mover to the driven equipment and ensuring that the system has enough torque to effectively move product. Correctly specifying and selecting the proper gear drives for critical applications leads to reliability, greater uptime and profitability.

Verification of a drive system should include all main elements of the system, which are gears, bearings, shafts, and depending on the application other parts such as screws, couplings, and connections. Gears are clearly the most complicated parts for verification, but in many cases, a gearbox failure has its origin in a shaft or bearing failure. The subject of this paper is to explain how verification of a drive system based on measured or simulated torque-speed-time data can be handled.

The R-09-150 CWN Series of Clockwise, Reverse Shaft Extension Rotary Solenoids from Magnetic Sensor Systems (MSS), available in OEM quantities, features 18 different winding configurations allowing the user to match torque and duty cycle requirements to an application. These compact 38.1 mm (1.50 in.) diameter solenoids are just 22.1 mm (0.87 in.) long and have two M4X0.7 threaded studs (8-32 studs optional) 7.4 mm (0.29 in.) long on a 22.2 mm (0.875 in.) bolt circle. The reverse shaft has 40 degrees of clockwise rotation, extending 13.0 mm (0.51 in.). Shaft end is serrated for better grip of the attached load.

Traditionally, drive technology and fluid power has been represented at Hannover Messe by a large number of companies from Germany and abroad, especially in odd-numbered years. This will also be the case in 2025 when manufacturers will present their latest applications and components for intelligent and sustainable production. All this, under the Motion & Drives label, will be focused in Halls 4, 5 and 6.

Wind turbines have a decisive role to play in the expansion of renewable energy. Schaeffler is a market leader and strategic development partner in the wind technology industry, leveraging closed loop engineering to play a key role that goes far beyond the provision of bearing solutions for on- and offshore wind. Working in close partnership with turbine and gearbox manufacturers, the company supports wind turbine development through state-of-the art system simulation, realistic test-bench testing, and field measurement campaigns.

SKF is providing key components for the next generation Very Large Array (ngVLA), a $2 billion telescope system that aims to peer deeper into the universe than ever before.

NTN Bearing Corporation of America is pleased to share the story of a recent Community Spirit & Engagement Event at Oakland HOPE in Pontiac, MI. On Tuesday, June 25, a group of eleven NTN employees, based out of the NTN Automotive Center (NAC) in Farmington Hills, MI, volunteered to spend the day at the food pantry assisting local families in need.

A new version of the MESYS shaft and rolling bearing analysis software including new functionality is available. The bearing analysis software allows the calculation of the load distribution within the bearing and bearing life according to ISO/TS 16281 and it is integrated in a shaft system calculation with additional possibilities like modal analysis, strength calculation for shafts and interfaces to gear calculations. Currently the software is used by customers in 32 countries on 4 continents.
The Timken Company has been recognized among Newsweek's America's Greatest Workplaces and U.S. News & World Report's Best Companies to Work For. The Newsweek ranking is based on a study by data research firm Plant-A Insights, which collected over 1.5 million comprehensive company reviews from more than 250,000 employees. U.S. News determined its list using a combination of publicly available information, and industry classification benchmark standards.

WD Bearing Group recently launched a new joint venture specializing in the R&D and production of precision angular contact ball bearings with a precision level above P4. These high-precision bearings are designed for use in machine tool spindles, industrial robot reducers, construction machinery travel reducers, and compressors.

NSK Ltd. has revised its basic dynamic load ratings, a parameter used to calculate the estimated life of rolling bearings. This revision, which extends the basic rating life (estimated life) of the main types of NSK rolling bearings, applies the “Highly Accurate Bearing Life Prediction Method Applying Ultrasonic Testing (World's First)” announced in March 2023.

Schaeffler has recognized 23 suppliers for outstanding performance with the Schaeffler Supplier Award at this year’s Supplier Day in Herzogenaurach. In front of 450 guests, Georg F. W. Schaeffler, family shareholder and chairman of the supervisory board of Schaeffler AG, and Klaus Rosenfeld, chief executive officer of Schaeffler AG, presented the awards in the five categories of Innovation, Sustainability, Value, Quality, and Supply Chain.

Vesconite Bearings recently received an order for 60 spherical Vesconite Hilube liners. This order came after less than one year of initial testing.

The European Southern Observatory’s Extremely Large Telescope (ESO’s ELT), now being built in Chile, will be the world’s largest visible/near-infrared telescope on completion in 2028. Its 39m-wide main mirror comprises 798 separate hexagonal pieces, attached to a base structure using steel flanges and SKF Vibracon adjustable chocks.

NTN Bearing Corporation, the parent company of BCA Bearings and Bower Bearings, is pleased to announce the addition of Mike Ferris to the Automotive Aftermarket sales team. Ferris is joining NTN’s Automotive Aftermarket business unit as the regional sales manager for the Central Region.

In this article, the focus turns to the dynamic modeling of ball bearings, and the benefits of this approach when analyzing high-speed ball bearings.

Carrying out routine maintenance can be a chore, but failing to complete regular checks on important pieces of machinery can result in unexpected downtime and lost productivity. Sulzer’s service center in Colton, CA, recently completed an urgent repair on a 700 HP (522 kW) motor, caused by a failed bearing, that could have been easily avoided.

A Vesconite and Vesconite Hilube wheel and bushing combination has been deployed at a prominent hydroelectric company in New Zealand, expanding a growing set of hydroelectric reference cases for these bearing materials.

SKF is presenting its technologically innovative solutions tailored for customers in focused industrial segments at the virtual SKF Tech & Innovation Summit. The solutions are developed to address the needs of greater reliability, energy efficiency, and high-performance as well as to support customers on their sustainability journey.

NTN, the parent company of BCA Bearings, is pleased to announce the receipt of a 2024 Content Excellence Award from the Automotive Content Professionals Network (ACPN). BCA Bearings received the Gold Award for ACES and PIES Data in the Large Category (250,000+ applications) at the 2024 Auto Care Connect/ACPN Annual Conference, held recently in Chicago, Illinois.

The PRT-02-30-WPC slewing ring bearing is another step forward by Igus toward integrating renewable raw materials into industrial production. Made of 50 percent wood and 50 percent high-performance plastics, the cost effective and lubrication-free slewing ring bearing balances strength and durability with a proven low CO2 footprint of just 0.0577 kilograms. By comparison, the PRT-02-30-ECO — already made from 97 percent regranulate — has a CO2 equivalent of 0.819868 kg.

At a Gulf Coast seawater cooling pump station, the resilience of Vesconite Hilube bearings in hypochlorite came to the forefront, showcasing their superiority in challenging environments.

Caterpillar Inc. announces the awarding of Supplier Excellence Recognition Process (SER) Certification to the NTN Hamilton plant. This prestigious acknowledgment underscores NTN's consistent demonstration of excellence in product quality, service delivery, and overall performance in its partnership with Caterpillar.

The ATR-V-60-60 Series (-01 thru -04) of Dual-axis Elevator-Rotary Stages has been released by Optimal Engineering Systems, Inc. (OES). These compact, Elevator-Rotary Stages feature a high stability Elevator Stage with 120 mm x 80 mm table and 60 mm +/- 2 mm of vertical travel and a load capacity of 5.0 kg. A 60 mm diameter Rotary Stages is mounted vertically. The scissor lift design of the elevator stages combined with precision roller bearings and slide rails assures smooth motion and very high parallelism throughout the travel of the table. The rotary stages capable of continuous rotation feature high precision bearings and 90:1 worm gear.

Gear drives are fundamental in most processing operations, connecting the prime mover to the driven equipment and ensuring that the system has enough torque to effectively move product. Correctly specifying and selecting the proper gear drives for critical applications leads to reliability, greater uptime, and profitability.

Back in 1913, in Ann Arbor, MI., Leander J. Hoover founded the Hoover Steel Ball Company. In 1990, Tsubaki Nakashima company of Japan acquired the US ball manufacturing company and is currently the biggest manufacturer and supplier of precision balls in the world. Its first markets were the growing automotive and precision bearing industries. More than a century later, the electric vehicles (EV) market is becoming more and more relevant, though the combustible auto industry continues to grow. Its market for high-quality precision products has extended to medical, aerospace, military defense, and critical applications. After the great age of steel, a new era opened wide spaces for more extreme materials which paved the way for ceramics.
GWJ Technology GmbH has presented a new version of its desktop solution TBK with numerous enhancements, particularly in the field of gearing. The TBK calculation software has been used successfully worldwide for more than four decades to dimension gears, shafts, connections, bearings, and other machine elements as well as complete gearboxes. With its various interfaces to 3D CAD systems, the TBK software is a powerful calculation tool for development, design, work planning, production, and quality assurance.

Regal Rexnord Corporation recently displayed its solutions for the metals industry at AISTech 2024.

NSK Ltd. has released a new gas turbine generator bearing for eVTOLs including large drones, which is expected to extend drone flight range. The new product was used for the gas turbine generator of a large drone (high payload emergency supply delivery drone equipped with a gas turbine generator) equipped with an 80-kw hybrid drive system for a regional reconstruction and practical development promotion project in fiscal 2023 and delivered to Fukushima Prefecture on February 21, 2024.

Spline rumble is characterized by a multiple low shaft order droning noise. It arises in electrified vehicle (EV) powertrains due to excitation at the spline connection between the motor rotor and the transmission input. It is caused by the interactions between manufacturing errors. In this article SMT will be looking at how MASTA can be used to predict rumble in a modern EV gearbox with a three-bearing input assembly layout.

OHLAs provide both overhung radial and axial load support to protect electrified mobile equipment motors from heavy application loads, extending the lifetime of the motor and alleviating the cost of downtime both from maintenance costs and loss of production. OHLAs also provide a contamination barrier to protect the electrified system from harsh environments that may include water, dirt, abrasives, chemicals, and other invasive debris, which are often present in mobile equipment applications.
The PTDA Foundation is seeking nominations for its Wendy B. McDonald Woman of the Year Award and Robert K. Callahan Advancing Leaders Award.

Genuine Parts Company, a global distributor of automotive and industrial replacement parts, has announced that its board of directors has appointed James F. Howe to the position of president, Motion, the company's industrial business, effective April 1, 2024. With nearly three decades of dedicated service to the company, Howe brings a wealth of experience and expertise to his new role.

SKF has developed a novel solution to an emerging problem in electric vehicle (EV) powertrain design. The SKF Conductive brush ring provides a reliable electrical connection between an EV eAxle rotor shaft and its housing, which increases eAxle lifetime expectations. When used in combination with SKF Hybrid ceramic ball bearings, it helps to even further alleviate parasitic current effects that can lead to premature failure in bearings and other components.

Elgeti online engineering seminars start next week. Registration is available for "Bearing Supplier Development" and "Failure Analysis." Additionally, Elgeti offers customized and private sessions if needed.

Nidec Motor Corporation has expanded its line of Totally Enclosed Fan Cooled (TEFC) vertical motors, with a new medium-high thrust motor and enhancements to its medium thrust inline motor. These two U.S. Motors products are available in frame sizes 182 through 286 and are specifically engineered for use in severe duty environments.

The Power Transmission Distributors Association (PTDA) will convene for the PTDA 2024 Canadian Conference in Niagara Falls, Ontario, Canada on June 4–6. Delegates in the power transmission/motion control (PT/MC) industry, representing PTDA distributor and manufacturer companies, will broaden cross-channel networks, expand connections and deepen business relationships.

The Timken Company board of directors has reached an agreement with Tarak Mehta to become Timken's next president and chief executive officer Sept. 5, 2024. Mehta is currently president of the Motion business and member of the Group Executive Committee at ABB Ltd., a $32 billion leader in electrification and automation. Mehta will be appointed Timken president and CEO after he completes a transition period with ABB.

SKF has decided to join and co-fund Mission 0 to contribute to the development of groundbreaking technologies and deliver solutions to eliminate greenhouse gas (GHG) emissions in materials, production and end-of-life of passenger cars. In an initial pilot project, SKF will collaborate with academia and industry experts in a research arena to solve GHG emissions in materials and processes that require new knowledge or disruptive technologies.

The inaugural North American version of the Lubricant Expo and The Bearing Show took place last week at Huntington Place in Detroit. A vibrant conference/education schedule balanced an informative group of exhibitors discussing component challenges, system upgrades and future trends. Innovation in the automotive, transportation and energy industries is keeping R&D departments busier than ever. Here’s why:

Vesconite Hilube NSF61-approved wear rings will be featured in an NSF61-approved submersible pump series developed by a well-known European original equipment manufacturer (OEM).

The Bearing Show is North Americas newest exhibition and conference, connecting the evolving needs of bearings end-users with the latest technologies serving, OEM development, maintenance professionals and R&D engineers. Meet visitors from OEM’s, machine manufacturers, industrial plants, global distributors, and more. Matching the needs of end-users with the innovation and opportunities occurring throughout the supply-chain is essential. PTE recently interviewed Thomas Harris, event director, Lubricant Expo and The Bearing Show North Americas, to discuss the evolution of the event and what to expect from the show in late March.

Mark your calendars for March 19–21, 2024, as the Bearing Show—colocated with Lubricant Expo—descends upon Huntington Place in Detroit. As North America’s premier exhibition and conference dedicated to bearings, this free-to-attend event promises to be a groundbreaking convergence of industry leaders, technological advancements, and invaluable networking.

Modern spindle applications of rolling bearings require very high speeds and very high loads, often combined with poor lubrication conditions and/or high solid contamination. Examples of these applications are high-speed and high-cutting rate machine tools, where rolling bearings need to survive very though conditions. Rolling bearings in high speed and high load conditions might suffer from poor lubrication and potentially surface distress and adhesive wear.

NTN Bearing Corporation, the parent company of BCA Bearings and Bower Bearings, is pleased to announce the addition of Kevin Huckins to the automotive aftermarket sales team. Huckins is joining NTN’s automotive aftermarket business unit as regional sales manager, western region.

The Timken Company was recognized by Newsweek as one of America's Greatest Workplaces for Diversity. The ranking is the result of a study conducted by data research firm Plant-A Insights, which interviewed over 223,000 employees in the United States and collected over 1.5 million comprehensive company reviews.

Spanning more than 118 meters long, Liva, delivered in August 2023, is the largest superyacht to date built by the prestigious Abeking & Rasmussen shipbuilder in Lemwerder, Germany, near Bremen. However, its length is by no means the only record-breaking feature that the shipyard offers in the superyacht segment. The sleek black hull is a visual highlight that draws the observer’s gaze to focus entirely on the elegant silhouette. All technical necessities are accommodated in a way that makes them as invisible as possible.

The Xtreme 6000 ZrO2 Series of Full Ceramic Radial Bearings from CeramicSpeed are designed to provide levels of performance in extreme environments beyond the capabilities of steel and even hybrid bearings. The complementing components of these bearings were carefully selected to provide the highest levels of performance in high temperatures, and adverse environments such as: Submerged in water, high pressure steam, chemicals, and caustic fluids.

With the release of version 9, the FVA-Workbench once again sets new standards in gearbox design, enabling the seamless integration of the latest research results into industrial practice. As a groundbreaking interface between collective research and application, the FVA-Workbench accelerates development and innovation in drive technology. This new release is more powerful than ever, with innovative features for flexible load spectra and improvements in FEM components and shaft-hub connections.

AD is reporting a record result for 2023 in owner/member sales, which increased 5 percent over prior year to $78.9 billion.
Purchases by member companies from AD supplier partners were $19.8 billion. Net distributions to owner/members were $1.4 billion.

With an “all-hands on deck” approach to maintenance today, engineers require the latest tools and technologies in the form of new software/apps to make MRO tasks easier. Turns out, technology is allowing your smartphones, tablets and computers to track bearing reliability and performance with an emphasis on sustainability, longevity and analysis.

SKF has been awarded a Platinum Medal by EcoVadis, one of the most trusted providers of sustainability ratings for use in supply chains. This prestigious recognition places SKF in the top one percent among the more than 100,000 companies assessed worldwide for its commitment to sustainable business practices.

Wieland has acquired Concast Metal Products Co. and Randall Bearings Inc., strengthening the presence of Wieland Group in premium copper and copper alloy market segments in North America.

Igus, a global manufacturer of motion plastics, has developed intelligent two- and four-hole fixed flange bearings with wireless sensing capabilities for wear detection, enabling condition monitoring and preventing costly machine breakdowns.

KISSsoft training courses cover various categories - basic, advanced, special - and take place either via Live Stream or at the KISSsoft AG premises in Switzerland. Based always on the current KISSsoft release, they give you the possibility to enhance and deepen your software knowledge and skills with regards to KISSsoft modules and functionalities.

Elgeti Engineering once again is offering its online bearing seminars for Spring 2024. Special packages are available for online 90-minute sessions.

Motion Industries, Inc. recently named Chris Cleland to senior vice president of strategy and markets, effective immediately. Cleland’s career spans over 25 years in consulting, strategy, marketing, branding, e-commerce, business development, and transformation.

The Power Transmission Distributors Association (PTDA) will host a new talent development event, the PTDA 2024 Industry Immersion Conference in Hollywood, Fla. on February 29, 2024. This intensive program is designed to help those who are new to the power transmission and motion control (PT/MC) industry grow the interpersonal skills, networking capabilities and industry essentials for building successful relationships with coworkers, executives and customers.

Topball Ultimate from NB Corporation can carry four times the load and has 64 times the life of conventional slide bushings. It's new optimized load plate, outer cylinder structure and double the ball circuits of the standard TW type increase Topball Ultimate’s load ratings by 1.3 times and travel life by 2.2 times compared to the TW. The TW type has three times the load capacity and 27 times more travel life of conventional bushings.

The Timken Company has acquired Lagersmit, a Netherlands-based manufacturer of highly engineered sealing solutions for demanding marine, dredging, water, tidal energy and other industrial applications.

NSK has developed HTF-SRM Ball Screws, a high-speed, heat-resistant version of its high-load drive ball screws, ideal for high-cycle, thin-wall molding in electric injection molding machines.

Manufacturing, chemical processing, food and beverage, construction, mining, oil and gas, agriculture, and power generation industries all employ the use of turbomachinery. Reliability and minimizing downtime are critical in these applications. Rolling bearings are integral to the operation of pumps and compressors and must be able to withstand moderate to heavy loading and harsh operating environments. A wide variety of ball, roller, and needle bearings can be found in these machines; however, this article will focus on the most common type of bearing used, the deep groove ball bearing.

Randy Stott, publisher of Power Transmission Engineering and Gear Technology magazines, recently sat down with Norm Parker, technical fellow and technical manager for Torque Transfer Systems at Stellantis, to discuss bearing technology during the Motion + Power Technology Expo in Detroit.

NTN Bearing Corporation of America is proud to share its story of support for a local animal rescue. On Thursday, November 16th, NTN donated a Mercedes-Benz Sprinter van with its cargo hold full of supplies to Wright-Way Rescue, but it didn’t happen without a bit of good fortune.

NTN, the parent company of BCA Bearings and Bower Bearings, is proud to announce the receipt of a 2023 Automotive Communications Award from Women in Auto Care. NTN received the award in the “Business-to-Business – Promotional Goods, Gear, Marketing Collateral” category for its BCA and Bower “Summer Cruisin” Promotions.

AutomationDirect recently added the EQP Global SD severe duty motors from Toshiba. The Toshiba EQP SD series motors are designed to withstand the most severe conditions. Since most AC motor failures are a result of failed bearings, these inverter-duty motors feature oversized 300-series bearings for maximum motor longevity.

Bega Special Tools introduces a portable multi-purpose induction heater on the North American market. The MF Quick-Heater 3.0-3.5 kW can be used for mounting, dismounting and pre-heating purposes. Weighing less than 8 kg and fitting in a small carrying case, this easy-to-use but powerful tool is just plugged into the mains 230 V. It can be used in difficult circumstances where other systems are impossible to operate, for instance where there is little space to work in or where no open fire is permitted. The heater’s flexible inductors are ideal for a large variety of parts with a maximum diameter of 120 mm. Application examples can be found in all types of industries.

Schaeffler recently displayed its automotive aftermarket solutions at the AAPEX show, hosted at the Venetian Expo in Las Vegas. Under the theme, “Your business is our focus,” Schaeffler hosted customers and industry partners at its booth, showcasing products and service solutions that enhance the vehicle’s life cycle, as well as technologies that support the transition to electric mobility.

A leading global copper producer has achieved exceptional results through the implementation of Vesconite Hilube wear-resistant bushings on load haul dump machines (LHDs). Departing from traditional bronze bushings, the mining company's adoption of Vesconite Hilube on Sandvik and Caterpillar LHD booms has led to an unprecedented increase in bushing lifespan, exceeding their initial expectations.

The Power Transmission Distributors Association (PTDA) has named Chris Bursack the 32nd recipient of its Warren Pike Award for lifetime achievement in the power transmission/motion control (PT/MC) industry. He received the accolade during the PTDA 2023 Industry Summit on October 20 in Amelia Island, FL.

The Timken Company has reached an agreement to acquire Engineered Solutions Group (a.k.a. Innovative Mechanical Solutions or iMECH), based in Houston, Texas. iMECH manufactures thrust bearings, radial bearings, specialty coatings and other components primarily used in the energy industry. The business employs approximately 70 people and projects revenue of approximately $30 million for calendar year 2023.

NKE Austria GmbH presents its bearings for railway applications. The bearings are used in traction motors and locomotive gearboxes as well as in railcars, trams and underground trains.

SKF has played its part in securing a new world record: the furthest distance travelled by a prototype motorcycle on a single tank of fuel. The prototype bike clocked up 4,183.8 km on its journey from Albino in northern Italy to North Cape in Norway – without needing to refuel. SKF helped motorcycle components supplier Acerbis in its AC50 project to design the two-wheeler.

VesArg, the Argentinian distributor of Vesconite, Vesconite Hilube and Vesconite Superlube low-friction bearing materials, is proud to announce the acceptance of the Vesconite Hilube needle-bearing kit for the Peugeot Partner and Citroen Berlingo, with VesArg having sold 500 kits for these vehicles in the last two years. This innovative solution addresses the recurring problem of suspension arm issues in these popular utility vehicles, which often require replacement needle-roller bearings.

Sumitomo Drive Technologies is expanding its range of precision gear products and upgrading its ECY series with higher torque and a plug & play drive for motor connection. The ECY series comprises high-precision shaft gears, used for example for surface machining in dental technology or in collaborative robots (cobots). Thanks to their internal cylindrical roller bearings, the gear units provide both high rigidity and higher performance in a smaller design envelope.

More energy efficiency, higher performance and better controllability are the main reasons why more electric drive systems are being operated with frequency converters. However, these devices can cause high-frequency, asymmetrical interference currents, which, as a current passage through the output and fan-side bearings, can cause damage and premature failure.
Current-compensated CoolBlue toroidal cores made of Magnetec’s nanocrystalline material Nanoperm have proven to be effective protection against such conducted interference and its consequences. In addition, the Nanoperm Line Absorbers NaLA can also be used to significantly suppress symmetrical interference currents.

The AD Bearings & Power Transmission community gathered in Charleston, South Carolina from August 15 to 17 for the group’s annual Network Meeting, strengthening connections and collaborating for mutual growth.

This year’s WEFTEC technical exhibition and conference will see Sulzer presenting several innovations in pumping, equipment control, filtration and aeration technology for the water and wastewater sectors. Exhibiting at Booth 3625 in the South Hall of McCormick Place in Chicago, IL., Sulzer’s water experts will be available from October 2-4 to discuss new advancements in energy efficiency, reliability and sustainability.

Schaeffler, the motion technology company, and Swedish startup H2 Green Steel have decided to intensify their already close partnership. The two companies made the decision in the course of a recent equity funding round, in which Schaeffler agreed to invest a further 65 million euros, a significant increase that takes its total stake to 100 million euros. That’s the most equity Schaeffler has ever put into a minority stake in another company. As a strategic technology partner of H2 Green Steel, Schaeffler will channel its know-how into the development of new steel products, such as green e-steel for electromobility. In addition, the two companies will jointly develop new applications for the use of sustainable rolling bearing solutions in production. The aim is to maximize the efficiency of production through the use of first-rate components and integrated condition monitoring solutions. The two companies will also benefit from each other’s expertise in the areas of digitalization and circular economy.

Rolling bearing calculations are usually based on the assumption of ideal nominal geometries. However, actual components and assemblies are always subject to statically distributed geometric deviations resulting from the manufacturing and assembly processes. This leads to changes in the internal geometric conditions which have an effect on bearing characteristics such as the service life. The FVA-Workbench makes it possible for users to consider these geometric deviations in bearing calculations for more reliable results.

By definition, a spherical roller bearing (SRB) is a rolling element bearing that permits rotation with low friction and permits angular misalignment. SRBs consist of spherical rolling elements, an outer ring, a cage as well as an inner ring with two raceways inclined at an angle to the bearing axis. SRB technology has landed the component in unique applications including high pressure grinding rolls (HPGRs), pipelaying ships, Ferris wheels and even a Cold War–era marine espionage mission.

The Houston Turbomachinery & Pump Symposia (TPS), still organized by the Turbomachinery Laboratory at Texas A&M University, will gather for the 52nd Turbomachinery and 39th Pump Symposium annual event from September 26–28, at the George R. Brown Convention Center in Houston.

The Timken Company has acquired Des-Case Corp., a Nashville, Tenn.-based manufacturer of specialty filtration products for industrial lubricants. Founded in 1983, the company serves customers across a variety of industrial end markets. Des-Case's revenue for the calendar year 2023 is expected to be around $40 million.

The Power Transmission Distributors Association (PTDA) welcomes three new distributors to its membership including Gordon Russell, MROSupply.com and Grainger.

Trade show and event season is upon us. This issue we feature several upcoming shows that are extremely important in terms of mechanical power transmission components and the technology of motion control.

Motion Industries, Inc. named NSK “2022 Supplier of the Year.” The award recognizes companies that have shown exceptional commitment to Motion through quality products and services and earned the highest score in the multi-faceted Supplier Stratification rating system. The presentation took place July 18, 2023, at NSK’s manufacturing facilities in Franklin, TN.

NTN is pleased to announce that two of its North American manufacturing facilities have been recognized for supplier quality excellence by Toyota Motor North America (Toyota). Toyota has awarded NTN Driveshaft, Inc., and American NTN Bearing Manufacturing Corporation each with a Certificate of Achievement for receiving an “A” grade for supplier quality in 2022.

With an innovative technology package from SKF, Ningbo Rail Transit has extended the service life of critical refurbished bearings on eight trainset vehicles from 800,000 to 1 million km. The project is the first commercial application of SKF’s Insight Metro wireless condition monitoring system, which has been developed in China specifically for the needs of the domestic rail sector.

The Timken Company is providing slewing drives for the second-largest photovoltaic (PV) solar tracking system project in Australia. Solar tracker manufacturer ATEC chose Timken's Cone Drive solution to help it overcome challenging wind conditions in the mountainous region of New South Wales, where the 280 MW Wollar Solar Farm is being constructed.

When engineers at Hoover Dam determined that the original cast iron lantern rings built into some of its turbines needed to be replaced, they were looking for a solution to help them overcome the corrosion issues they experienced with the cast iron.

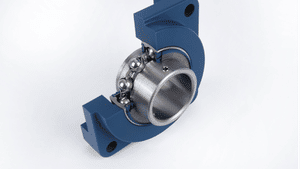
NTN Bearing Corporation of America is pleased to announce the release of its latest product offering, the SNC plummer block. The SNC blocks are yet another heavy-duty mounted unit designed specifically to accommodate the rigors of applications within construction, mining, and other large-scale equipment applications.

NKE Austria GmbH (Booth #3C16) will exhibit at this year's Husum Wind trade show taking place September 12-15 in Husum, Germany. The Austrian bearing manufacturer participates for the first time at the fair for renewable energies in Northern Germany.

Forum Energy Technologies (FET) has appointed UnderOcean Servicos Maritimos (UnderOcean) to represent its Subsea operations in Brazil. The partnership will see UnderOcean provide business development and engineering support on behalf of FET’s Subsea Technologies product line in Brazil. Headquartered in Macaé, Rio de Janeiro, UnderOcean will deliver service, repair, calibration, upgrades, and modifications for FET’s remotely operated vehicles (ROVs), associated tooling and Dynacon Launch & Recovery Systems.

A new version of the MESYS shaft and rolling bearing analysis software including new functionality is available. The bearing analysis software allows the calculation of the load distribution within the bearing and bearing life according to ISO/TS 16281 and it is integrated in a shaft system calculation with additional possibilities like modal analysis, strength calculation for shafts and interfaces to gear calculations. Currently the software is used by customers in 31 countries on 4 continents. The new version is now available.

Almost 200 people from AD member and service provider companies across various industries and multiple countries gathered in St. Louis at the 2023 AD Finance, HR & IT Summit from July 19 to 21 for three days of cross-functional collaboration and best practice sharing.

This review of Ref. 1 summarizes the conclusions of test data and numerical simulations showing that Stribeck curves for counterformal contact are different from Stribeck curves for conformal contact.

TPS, still organized by the Turbomachinery Laboratory at Texas A&M University, will gather for the 52nd Turbomachinery and 39th Turbo annual event from September 26–28, at the George R. Brown Convention Center in Houston.

The prediction and prevention of catastrophic failures and unplanned downtime has vastly improved areas like mining, energy, off-highway, and other industrial segments for MRO departments across manufacturing thanks to cutting-edge condition monitoring technology and predictive maintenance.
The Timken Company is experiencing strong demand for the broad range of application-proven products and services it offers the food and beverage industry. Timken has built a comprehensive food and beverage portfolio through both organic and inorganic growth, including its 2022 addition of GGB Bearings, and achieved a total sales compound annual growth rate of more than 30 percent in the market-sector over the last five years. The company expects an expanding global footprint, new product line launches and growing demand for food worldwide to drive additional growth in the coming years.

It seems like everyone is jumping into the electric gearbox market. Even Schaeffler is in the electric drive module (EDM) market now with their own 800v system. With all these new entries, some companies are satisfied with following traditional bearing arrangements while some want new and unique solutions or some combination of both. There is heavy debate over which styles are the best. In this article, we will talk about the different types of 2-bearing arrangements for each shaft with the pros and cons of each for a simple three shaft, single speed parallel axis gearbox (ala Tesla style).

The Society of Tribologists and Lubrication Engineers (STLE) – the premier technical society serving the needs of the tribology and lubrication engineering field – is pleased to announce the release of its 2023 Report on Emerging Issues and Trends in Tribology and Lubrication Engineering. The key conclusion from the 56-page report is that the application of existing and novel tribology approaches has the potential to significantly reduce greenhouse gas emissions and, as a consequence, play a prominent role in helping organizations implement sustainability practices and achieve climate change mitigation goals.

SKF recently announced a supplier agreement with Lilium, developer of the first all-electric vertical take-off and landing (eVTOL) jet. SKF has supported Lilium on the design of electric motor bearings for the Lilium Jet’s electric engine and has agreed to support the program by producing electric motor bearings for the type-conforming aircraft.

Wood and plastic? Is that a good combination? The motion plastics specialist igus has researched the idea in a recent design study and tested the friction and wear behavior of its plastic linear bearings on a wide variety of wood, and the result is impressive. The igus econ J4 plain bearing has demonstrated its exceptional compatibility with various kinds of wood, opening new possibilities for furniture makers and design engineers when choosing materials.
Elgeti Engineering once again is offering its online bearing seminars for Fall 2023. Special packages are available for online 90-minute sessions.

Nord’s newly improved NEMA and IEC input adapters offer improved mechanical and thermal performance, giving users more flexibility in designing drive systems and allowing for a broader range of application and environment-specific concepts through extended options such as integrated backstops and speed sensors. The redesigned input adapters are available NEMA sizes 250TC – 400TC and from IEC sizes 160 – 315

Emerson Bearing, a Boston, MA-based bearing company catering to niche markets nationwide and the sister company of Action Bearing which serves the New England market, announces the availability of a complimentary E-Book and other online resources for Type E Mounted Bearings.

KISSsoft has announced that NSK has provided their extensive bearing data “catalogue data” for inclusion in KISSsoft software with release 2023. With this, the engineer can execute static rating, basic and modified life rating based on load capacity numbers in line with ISO 281 and ISO 76 along with thermal rating. The bearing database in KISSsoft gives access to up-to-date NSK bearing data in an easy to use yet detailed manner using the shaft-bearing system modeler.

IKO is pleased to announce that Jeff Williams has joined the company as national distribution sales manager. Contributing to IKO's efforts to build and enhance relationships with valued customers, Williams will be based in Parsippany, NJ and will work closely with distributors and sales teams.

The 2023 EASA Convention, June 25-27, at the Gaylord National Resort & Convention Center in National Harbor, MD. EASA (https://easa.com/convention) supports companies involved in the service and sale of electric motors, pumps, drives, controls, gearboxes and other rotating machinery. Highlights include synchronous motors, machine reliability, leadership, sustainability, EASA's 90th birthday bash, motor maintenance, pump repair, supply chain issues and more.

The Power Transmission Distributors Association (PTDA) will convene for the PTDA 2023 Industry Summit in Amelia Island, Fla. on October 19-21, 2023. This year’s program—themed “Discover”— will offer cross-channel networking, shared learning and collaborative experiences.


Motion Plus has signed a landmark agreement with NSK Ltd., a global leader in high quality automation and bearing products. This strategic partnership will facilitate the distribution of NSK's superior automation products through Motion Plus's storefront where a customer can use filters to easily select the right stocked or custom-made product.

A hydro turbine company based in Portland, Maine, has chosen Vesconite Bearings’ lowest-friction material for the thrust bearings on its free-stream turbines.

3BG Supply Co. (3BG) recently announced the completion of its acquisition of Controls and Electric Motor Company (CEMCO).

Motion Industries, Inc. is pleased to announce the promotions of Joe Limbaugh to executive vice president – chief operations officer and James Howe to executive vice president – chief commercial officer/chief technology officer, effective June 1, 2023

Bearing Specialists Association (BSA) and the Power Transmission Distributors Association (PTDA) announce the introduction of two new product categories, belt drives and bearing accessories and tools, to the PIE Technology Platform (PIE). PIE is a cloud-based platform giving manufacturers and distributors of industrial products access to the most comprehensive catalog for the exchange of rich content product information.

Regal Rexnord Corporation will feature complete conveying solutions for the craft brew industry including Rexnord and System Plast Run Dry, TableTop and MatTop conveyor chain and Sealmaster Stainless Steel Gold Bearings at the 2023 Craft Brewers Conference, Booth #2625. The show will take place at Music City Center in Nashville, Tennessee, from May 7–10, 2023.

AD Bearings & Power Transmission hosted its 2023 North American Meeting from March 21 to 24 in San Diego, where divisional members and suppliers connected for best practice sharing and meeting sessions dedicated to growing their business.

FDA/USDA certified, two, three and four post, stand-off bearing flange blocks are setting a new standard for performance and hygienics. These new stand-off bearing flange blocks now available from LM76 reduce the surface area where mold and bacteria can thrive, even from the most through sanitizing operations. Long life hybrid stainless steel Si3N4 Silicon Nitride ceramic ball bearings in stainless steel bearing blocks are coated with a smooth non-water absorbing polyamide coating certified by EHEDG, USDA, and 3-A. These FDA/washdown flange bearings employ hybrid stainless steel/ceramic ball bearings that are sealed from contaminates and bacteria via a patented shaft seal system. The seals resist water, cleaning solutions - keeping lubrication from being corrupted and evacuated.

Bearing manufacturer NKE Austria GmbH is entering into a strategic partnership with Kugler Bimetal SA, a Swiss producer of bimetallic components and tribological surface finishes. The cooperation was announced at the Hannover Messe in April 2023.

Hannover Messe 2023 provides the latest technologies in robotics, automation, motion control, IIoT, fluid power, e-mobility, material handling and more.

Welcome back to Part 2 of our inner ring and creep discussion. We left off with our creep calculation resulting in a 10.5 µm minimum inner ring fit to avoid creep. For the sake of making clean dimensions, let’s call it 10 µm on the lower end and the upper end is simply whatever your manufacturer can hold.

Difficult general conditions, rapidly rising food and fuel prices, as well as the ongoing coronavirus pandemic and related regional lockdowns weighed on economic development and slowed economic growth in the past business year. Nevertheless, Liebherr’s total revenue increased significantly compared to the previous year. The group achieved increased revenue in 10 of its 13 product segments, some of them significant. It thus surpassed its previous record from 2021 by €950 million.

New, metric and imperial dimensioned electric cylinders or linear voice coil servo actuators have been released by Moticont.

PTE will feature a variety of new component technologies online for bearings, motors, couplings, brakes, gear drives, and motion control systems leading up to Hannover Messe 2023 in Germany. Here is a preview of some bearings suppliers to check out if you're planning on attending the event online or in-person in April.

AD announced that its owner/members elected three directors to its board of directors.
Each year, the AD board’s Nominating & Governance Committee holds an open nomination and voting period, during which AD members select members to its board of directors. Currently, more than 140 of AD’s 850-plus member companies provide leadership on corporate and divisional boards and committees.

Simplicity linear plain bearings exhibit real benefits, when compared to other styles of linear bearings; such as the self-lubricating quality of the bearing’s Frelon liner, as well as the wiping action on the shaft which enables smooth linear motion.

This study presents a simulation method for considering complex wheel bodies in an analytical tooth contact model. The wheel body is considered using reduced FE stiffness. Reduction points are defined over the width and linked with the analytical gear.
For cylindrical wheel bodies, comparative calculations show fewer deviations from the expected results with the new method. This is due to the additional degrees of freedom in the FEM model. In the calculation with cylindrical wheel bodies, bending due to axial force in tooth contact could also be verified in addition to the deformation in tooth contact and the influence of the shaft-bearing system.

There is an increasing trend toward integrating evermore compact smart components into larger, more complex motion control systems, and advances in AI, ML, and IIoT are helping with the speed and quality of their adoption.

I think I spend more time talking about ball bearings today than at any other time in my career. Ball bearings have always had a large place in automotive, but not typically in high demand positions—other than a few niche areas. High demand positions, such as axles and planetaries, were typically reserved for tapers, needles and cylindricals. The landscape is changing quickly.

At this year’s Hannover Messe, NKE Austria GmbH will present bearings for wind turbine gearboxes and generators. The Austrian bearing manufacturer has more than 20 years of experience in the wind energy sector. NKE bearings have been installed in more than 4,000 wind turbines across Europe, the USA and China, equivalent to more than 10,000 MW of installed power.

The story of PBC Linear begins with an innovative solution to a common issue with linear ball bearings. The result is the creation and eventual patent for the iconic red Simplicity bearing. During the last four decades, that successful plain bearing design has spurred innovation and a substantial portfolio of linear motion products and automation processes that help simplify customer applications and reduce costs.

After five jam-packed days of innovative product launches and major company announcements, enlightening education sessions and countless networking opportunities, CONEXPO-CON/AGG & IFPE 2023 have come to a close, but not before taking the construction industry to the next level.

Showcasing its engineering capabilities in e-mobility technology, power density optimization and mechatronics as well as state-of-the-art bearings for off-road vehicles, conveyor systems and vibratory applications, global industrial and automotive supplier Schaeffler is presenting a comprehensive portfolio of advanced solutions for the construction and aggregates industries at the 2023 CONEXPO-CON/AGG trade show in Las Vegas.

Rollon, a global manufacturer of linear motion and gantry systems, has introduced its lightweight MiniRoller Rail linear bearing. Ideal for applications that require moderate loads, it features super smooth and silent operation and an adaptive design that is easy to customize and integrate into assemblie

This year, the opening speech at the WomenPower Career Congress will be delivered by Dr. Ariane Reinhart, a member of the executive board at Continental AG – a company at which 25 percent of all management positions are slated to be filled by women by the year 2025. On this five-member executive board, two out of five positions are already held by women – a top figure among companies listed on the German DAX stock exchange.

SKF has developed a composite bushing for motorcycle front suspensions (or forks) that reduces the need for maintenance. A combination of metals, plus a lubricating coating, gives the bushing both mechanical strength and low friction.

Timken is helping fund the futures of 20 students in pursuit of careers ranging from economics and agriculture to medicine and education. In an awards ceremony last week, the company presented college scholarships to the children of Timken associates in the United States, China, India, Poland and Romania. Since the Timken Global Scholars Program's inception in 1958, The Timken Company Charitable and Educational Fund has awarded more than $26 million in scholarships to 815 students.

The International Fluid Power Exposition (IFPE), Las Vegas March 14-18, is where fluid power professionals meet to discover highly engineered solutions for improving mobile and industrial equipment's efficiency, performance, and sustainability. Attendees will also learn about the latest technology available to the industry and network to discuss and combat the most pressing industrial challenges.

Responding to the agriculture industry’s growing need to increase farm productivity and harvest yields, global industrial and automotive supplier Schaeffler is launching its all-new Field Pro tillage hub in North America. Precision-engineered for maximum output and reliability, Schaeffler Field Pro is the direct-fit, easy-to-install solution that farmers need to help ensure a successful harvest.

Some 4,000 companies from the general engineering, electrical, digital and energy industries will showcase solutions for the production and energy supply of the future at Hannover Messe. Dr. Robert Habeck, Germany's Federal Minister for Economics and Climate Action, is set to visit Hannover on the second day of the flagship event for dialog with representatives of industry on taking the path to climate-friendly production.

During the first three months of its 2023 Fund Drive campaign, the PTDA Foundation raised nearly $125,000. Contributions to the annual PTDA Foundation Fund Drive support PT WORK Force, an initiative to empower PT/MC (power transmission/motion control) industry employers to be more successful in their recruitment and retention efforts.

AD is pleased to announce that Ben Brumfield will be joining the company as president, AD Member Supply, effective March 6, 2023.

Solve Industrial Motion Group (Solve), a manufacturer and seller of bearings and power-transmission component parts, announced the acquisition of SPB-USA, LLC., a factory-direct sales and marketing company of Sapporo Precision, Inc., the manufacturer of EZO Precision Ball Bearings.

Elgeti Engineering once again is offering its online bearing seminars for Spring 2023. Special packages are available for online 90-minute sessions.

Freudenberg Sealing Technologies has developed its own “Green Index” to ascertain the greenhouse gas balance of materials.

Regal Rexnord Corporation introduces its new Rexnord Curve System with 1540 Series MatTop Chain for conveyor lines requiring a zero tangent 180 and/ or 90-degree curve. The system offers the tightest inner radius (420 mm) and smallest transfer (15 mm) in the industry, for greatly improved space utilization and package handling.

Automate delivers the latest innovations in manufacturing automation technology from more than 600 leading exhibitors. Each day also offers inspirational keynote sessions and theater presentations to help attendees find the best solutions for their unique business needs.

This article is Part III in a series of articles on speed rating of bearings. Part I appeared in the September 2022 issue ("Ball Bearing Limiting Speeds"), and Part II appeared in the October 2022 issue ("Ball Bearing Thermal Speed Rating"). Bearings with Norm examines the latest in bearing technology and design.

If you’ve watched any of the Star Wars/Disney+ series The Mandalorian, you’ve no doubt become familiar with the catchphrase “This is the Way,” often uttered by the main character and others who come from his home planet.

Vesconite Bearings, through its supply of marine rudder bearings to the MN Colibri charter vessel in June, is proud to be associated with an exciting communication satellite launch that took place in September 2022. The MN Colibri has historically transported launcher components, including communications satellites, for various heavy-lift space launch vehicles, and outfitted with the Vesconite rudder bearings allowed it to transport the Eutelsat Konnect VHTS satellite, which is regarded as an important addition to global telecommunications infrastructure.

The Timken Company has acquired the assets of American Roller Bearing Company (ARB), a North Carolina-based manufacturer of industrial bearings. ARB's offerings join Timken's industry-leading portfolio of engineered bearing solutions. ARB, which boasts a large U.S. installed base and strong aftermarket business, generated sales of more than $30 million in 2022.

AD is reporting record results for 2022 in owner/member sales, member purchases from AD suppliers, AD warehouse sales to AD members, net distributions to members, and operational efficiency.

High energy costs, broken supply chains and rising raw material prices continue to pose new challenges to business. To remain competitive, companies need to take steps to increase their efficiency and contain energy costs, which in turn will lead to a reduction in their carbon footprint. High-tech solutions in this area will be presented at Hannover Messe.

The Timken Company has reached an agreement to acquire Nadella Group, a leading European manufacturer of linear guides, telescopic rails, actuators and systems and other specialized industrial motion solutions, from ICG plc.

With the new SKF Bearing App for the popular Ansys Mechanical Finite Element Analysis (FEA) software, engineers no longer need to rely on approximations or complex, unreliable models in their simulations.

The Science Based Targets initiative (SBTi) has validated the Schaeffler Group’s targets for reducing greenhouse gas emissions as being in conformity with SBTi criteria and recommendations and hence in line with what the latest climate science considers necessary in order to meet the goals of the Paris Agreement. The global automotive and industrial supplier is committed to cutting its absolute Scope 1 and Scope 2 greenhouse gas emissions by 90 percent by 2030, with 2019 as its base year. The company has also set itself the target of reducing its absolute Scope 3 greenhouse gas emissions from purchased goods and services, fuel- and energy-related activities, and upstream transportation and distribution by 25 percent over the same period.

Bearing Specialists Association (BSA) and the Power Transmission Distributors Association (PTDA) announce the launch of the PIE Technology Platform (PIE), a cloud-based platform giving manufacturers and distributors of industrial products access to the most comprehensive catalog for the exchange of rich content product information.

Thomson Industries, Inc., a leading manufacturer of linear motion control solutions, has introduced a family of compact linear systems that makes it easier for motion designers to implement complex applications in small spaces. Designers needing thrust and bearing support in a single, compact unit now have the flexibility to build such applications with versatile, time-tested components from Thomson.

The Dudley, UK factory of The Timken Company supplies the engineered bearings it manufactures into a multitude of industries including mining, food and beverage, pulp and paper, cement, marine, and wastewater. Recently there has been a significant increase in demand for larger bearings up to 1,200 mm in diameter for use in the construction of wind turbines, which promises exponential growth in the coming years as countries across the globe work towards meeting their green energy targets.

The recently elected 2023 Board of Directors and Manufacturer Council of the Power Transmission Distributors Association (PTDA) begin their leadership terms.

The Timken Company recently announced its packaged wheel bearings are being used on Ford Motor Company's F-150 Lightning, the first mainstream electric light-duty pickup truck to hit the market. Timken bearings on the F-150 Lightning represent incremental content per vehicle, compared to its gasoline-powered counterpart.

For optimal gear design in accordance with requirements, it is essential to consider load spectra under the most realistic conditions possible as early as the virtual basic design phase. This is the only way to ensure that all components are loaded as evenly as possible to avoid overdimensioning.
Optimized design saves resources and costs and improves the CO2 balance – an aspect that is becoming increasingly important in the current environment and can offer a competitive advantage. Load spectrum calculations are also important for replacing complex time and cost-intensive experiments by simulating test rig damage tests.

Next-generation technology—everything from the electrification of vehicles to e-motors, bearings, mechatronics, and thermal management—was discussed during the Schaeffler Symposium 2022 in Detroit. I sat down with Jitesh Modi, director of engineering, during the event to discuss the “reinvention” of bearings for EV applications.

The R-09-150 CCWM Series of Counterclockwise, Forward Shaft Extension Rotary Solenoids from Magnetic Sensor Systems (MSS), available in OEM quantities, features 18 different winding configurations allowing the user to match torque and duty cycle requirements to an application. These compact 38.1 mm (1.50 in.) diameter solenoids are just 22.098 (22.1) mm (0.87 in.) long and have two M4X0.7 threaded studs (8-32 studs optional) 7.366 (7.4) mm (0.29 in.) long on a 22.225 (22.2) mm (0.875 in.) bolt circle. The shaft has 40 degrees of counterclockwise rotation, extending (13.0) mm (0.51 in.). The shaft end is serrated for a better grip of the attached load.

SKF continues to expand its RecondOil offer through a partnership agreement with Castrol, one of the world’s leading lubricant brands. The partnership will enable Castrol industrial customers to use integrated RecondOil Double Separation Technology (DST) systems.

Patience was the theme in Dearborn, Mich., in late October when Gerdau hosted speakers from the Center for Automotive Research (CAR), Wards Intelligence, Heavy Duty Manufacturers Association, Munro & Associates, American Axle, AGMA, and the company’s own Denise Correa De Oliveira for a comprehensive discussion on the present and future challenges facing the electric vehicle market.

Rolling bearing life depends on the contact stresses that occur between the rolling elements and the raceways. Contact stresses are calculated from contact loads, which in turn depend on the external loads acting on the bearing and the precise internal geometry of the bearing.

SKF entered a unique collaborative partnership with Heat and Control, Inc., an equipment solution manufacturer, to assist in engineering a new horizontal motion conveying technology, FastBack 4.0.

Solve Industrial Motion Group (Solve), a leading manufacturer of bearings and power transmission products, has officially signed a lease for a 282,134-square-foot, state-of-the-art distribution center in Charlotte.

Food production is an essential, but often overlooked, component of our food chain. Reliable, efficient machinery plays a key role in the food processing industry—and ball bearings are essential to the performance of this equipment. Designers and engineers are faced with important decisions when specifying bearings used in food processing equipment, which must withstand challenging operating environments while meeting stringent safety requirements.

Overall, the Turbomachinery & Pump Symposia saw 3,815 attendees, hosted 94 technical sessions, and had 274 exhibiting companies. Many attendees commented on the value of networking conversation at the show. From 2021 to 2022, TPS saw an increase in international delegates, with just 19 countries represented in 2021, to 44 countries represented in 2022. Below is a taste of the booths we had the chance to visit.

The 2022 Power Transmission Engineering Buyers Guide was compiled to provide you with a handy resource containing the contact information for significant suppliers of power transmission components.

NTN Bearing Corporation of America is honored to announce that effective December 31, Kevin Judge will retire from his role as brand ambassador for NTN’s Automotive Aftermarket business unit, formally ending his professional tenure with NTN.

The PTDA Foundation, whose work is funded solely by donations, was founded in 1982. Its core purpose is to champion education, outreach and research initiatives relevant to the PT/MC industry that enhance the knowledge and/or professionalism and productivity of industry stakeholders.

The automotive and industrial supplier Schaeffler has signed a contract with the CERATIZIT Group for the acquisition of CERASPIN. Based in Livange, Luxembourg, CERASPIN has over 25 years’ experience in the development and production of premium ceramic products, the majority of which are processed into rolling elements for various bearing applications.

The Timken Company has completed its previously announced acquisition of GGB Bearings.

JW Winco continues to expand its selection of standard parts of AISI 316L (A4) stainless steel – now including threaded plugs, magnetic plugs, and robust oil sight glasses for hydraulics in an entirely new design.

Emerson Bearing recently delivered this great back to basics blog on rod ends. Emerson Bearing and Action Bearing serve the bearing needs of international and domestic customers. The team at Emerson Bearing caters to global niche markets, while the team at Action Bearing, specializes in solutions for the OEM and MRO markets in New England.

NTN Bearing Corporation of America is pleased to announce multiple personnel updates within the Automotive Aftermarket business unit, including promotions for three team members and two new hires.

Manufacturer-independent engineering tools, such as KISSsoft, basically offer users the opportunity to offer more flexibility in selecting suppliers and procuring components. On the other hand, in some cases there is no access to exclusive product data from the manufacturer in order to be able to perform the calculation with the greatest possible accuracy and reliability.

Zero-Max did it again – three entirely new Extra-Duty Overhung Load Adaptor (OHLA) models. Based on decades of experience solving overhung load issues in the most demanding applications, the new designs feature a number of carefully chosen upgrades including spherical bearings, enhanced sealing technology, stronger shafts and a longer profile delivering increased operating life, heavy load capacities, and higher speed ratings.

SKF has developed a new design for axleboxes to help customers reduce weight and improve the performance of bogies while reducing the environmental impact. The new Y25 axlebox, designed for trains weighing up to 25 tons, complies with industry standards.

The Power Transmission Distributors Association (PTDA) welcomes two new member companies, Klockner Group and Gerbers of Montana.

AD Bearings & Power Transmission welcomed over 140 member and supplier partner attendees to its annual Network Meeting from August 23-25 in Frisco, Texas. The meeting brought the division’s members and suppliers together to discuss industry trends, celebrate a year of growth and collaboration, and learn about important divisional updates.

Attendees and exhibitors from across the globe are getting ready to make their way to CONEXPO-CON/AGG and the International Fluid Power Exposition (IFPE) next March, after government and corporate travel restrictions have either been reduced or eliminated since the 2020 show.

On September 19th, Todd Hamlin, BSA president, and senior vice president of DXP Enterprises, announced the Annual BSA Excellence Awards for outstanding service by bearing distributors and bearing manufacturers to end-users.

OES (Optimal Engineering Systems, Inc.) has released four all new Three-axis Azimuth, Angular Elevation, and Roll Gimbal Mounts. These new high precision and high stability AU270-AER Gimbal Mounts locate the surface of the Roll Stage 115 mm below the center line of rotation allowing for the positioning of: Cameras, optics, lasers and instrumentation for scanning, tracking, positioning, pointing, and other applications on their respective centerlines.


For more than 30 years, the Schaeffler Symposium has stood for innovation, customer focus and the open exchange of ideas. The 12th Schaeffler Symposium, the ninth event of its kind to take place in the U.S., will be held in two venues this year: in Detroit on Sept. 8 and, for the first time ever, in Silicon Valley on Sept. 21-22. This year’s Symposium will focus on transformation and “Energizing the Next Generation.”

The Timken Company has reached an agreement to acquire GGB Bearing Technology (GGB), a division of Enpro, Industries (including exclusive negotiations with respect to the French operations of GGB). Founded in 1899, GGB serves a variety of diverse customers, markets, geographies and applications with a product portfolio that complements existing Timken industry-leading engineered bearing solutions. GGB revenue is expected to be around $200 million in fiscal year 2022.

SKF announces the appointment of Annika Ölme as CTO and senior vice president, technology development.

Wind farms are expanding around the world. This is good for climate change. Wind turbines are being installed on the high seas with nacelle heights of more than 100 meters and rotor diameters of nearly 170 meters. This increases both the electricity yield and economic efficiency. Freudenberg is aiding wind power’s conquest with high performance components and materials.

Elgeti Engineering once again is offering its online bearing seminars for Fall 2022. Special packages are available for online 90-minute sessions.

SKF has developed a new hybrid deep groove ball bearing for high-speed applications. The new bearing is aimed at applications such as rail industry traction motors, as well as electric machines and drives. SKF already has three pilot customers, all of them OEMs.

We’ve covered SKF in medical, wind turbine, hand tool, solar panel, and compressor applications. We’ve examined SKF bearings utilized in crazy, out-of-this-world, aerospace applications. Nothing, however, tops the seal of approval coming from a professional skater in Europe.

Finding employees in today’s labor market isn’t getting any easier. With quit and retirement rates near all-time highs, demand for qualified employees is outpacing labor supply. Two added resources from the PTDA Foundation’s PT WORK Force initiative can equip employers with essential tools to attract and retain top talent.

Bearing calculations from Timken can now be easily generated in KISSsoft for the software’s registered users. Although the data is not visible in KISSsoft, it can be used in the background for calculation and design purposes.

The Timken Company recently announced new appointments for company executives Christopher Coughlin, Andreas Roellgen, and Natasha Pollock.

David Brown Santasalo Australia recently completed a full strip and rebuild of a Zollern ZHP 4.33 Rope Winch Drum for valued mining industry partner, Zollern. The 7,550 kg Winch Drum powers a coal loader, with an output torque of 400 kNm (Stat Max) and an input torque of 893 Nm.

The Hannover Messe USA show floor will feature more than 300 companies that are giving attendees access to newly emerging solutions across the entire value-added supply chain.

Electrification has really brought ball bearings back into focus as the primary bearing in our drive systems. Some boxes have tapers on the slower shafts for stiffness and others are using a ball/cylindrical combo for efficiency. Regardless, we all face the same challenge on the primary shaft in dealing with the potential of 18,000–20,000+ rpm speeds coming out of the motor. Plenty of applications run 20,000 rpm; what makes the automotive motor unique is, in addition to speed, we are driving huge torques, frequent torque reversals and a huge range of temperatures both internally and geographically. Of course, this all needs to be suited for high-volume manufacturing as well. Adding full ceramic balls, a PEEK cage and a high precision classification is a really easy way to run greater than 20,000 rpm all day but is an expensive option. One bearing alone could hurt the cost competitiveness of your gearbox. In the case where a single bearing can change the landscape of your project, it is worth taking a little time to understand exactly what the drivers of our speed limitations are.

The Power Transmission Distributors Association (PTDA), the leading association for the industrial power transmission/motion control (PT/MC) distribution channel, welcomes a new member company, MEM Industrial.

AD is pleased to announce it has hired Kristen Abbas as vice president, AD Network Community, effective August 1, 2022. As VP, AD Network Community, Abbas will be responsible for managing, implementing, innovating, and expanding AD’s meeting and network ecosystem including additional opportunities for peer-to-peer engagement opportunities for AD members. Abbas will report to Marty McLaughlin, chief marketing officer.

Siemens Mobility is presenting its new digital business platform Siemens Xcelerator at InnoTrans 2022. Siemens Xcelerator is an open digital business platform with the ambition to create a powerful ecosystem of partners who can jointly accelerate digital transformation and sustainability in mobility at scale. By opening interfaces for all participants of the mobility ecosystem, Siemens Xcelerator helps connect the real with the digital worlds – a first-of-its-kind innovation in the rail industry.

This exclusive round-up article from PTE examines the latest news and product technology involving smart bearings, motors and drives.

SKF has entered into a collaboration that will combine Quaker Houghton’s industrial oils and application expertise with SKF RecondOil’s Double Separation Technology (DST) to enable the industry to more efficiently utilize its resources by reducing the unsustainable linear of use of oil. The circular use of oil will also help reduce the industry’s environmental footprint through a reduction in CO2 emissions, lessen the amount of neat cutting oil purchased, and reduce handling and disposal costs whilst providing significant performance improvements.

Axially space-saving, economical, IP65-compliant and designed for high radial and axial forces at the output: The Neugart WPLHE combines all the advantages of the successful PLHE, as a right-angle variant.

The Power Transmission Distributors Association (PTDA) will convene for the PTDA 2022 Industry Summit in Nashville, Tenn. on October 27-29, 2022. With more than 500 delegates in the power transmission/motion control (PT/MC) industry expected to attend, representing over 200 PTDA distributor and manufacturer companies, the Industry Summit—themed “Amp Up”—will offer cross-channel networking, shared learning and collaborative experiences.

Recently, the Swedish rolling bearing manufacturer SKF and the Swiss gearbox design software developer KISSsoft have incorporated SKF’s bearing calculation service within KISSsoft's software. With the so-called SKF Bearing Module in KISSsoft, engineers will have direct access to SKF’s bearing technology and bearing performance data.

A new version of the MESYS shaft and rolling bearing analysis software including new functionality is available. The bearing analysis software allows the calculation of the load distribution within the bearing and bearing life according to ISO/TS 16281 and it is integrated in a shaft system calculation with additional possibilities like modal analysis, strength calculation for shafts and interfaces to gear calculations. Currently the software is used by customers in 30 countries on four continents.

ONYX Insight examines how digital tools can provide wind energy solutions, from day-to-day problem solving to future-proofing operations and maintenance (O&M) strategies through condition monitoring technologies.

AD announced it has completed the merger with Torbsa Limited, a leading building supplies buying group in Canada, effective July 1, 2022.


June 22 was Climate Action Day at all Schaeffler locations worldwide, from Herzogenaurach, Germany to Taicang, China, and from Port Elizabeth, South Africa to Fort Mill, USA.

Servo motors are used in numerous markets to power machines, instruments, robots, and other factory automation applications. This Kollmorgen blog addresses five major elements of a conventional brushless DC servo motor: the rotor, stator, bearings, feedback and housing.

With the new TBS Linear Axis offering from ETEL, semiconductor equipment manufacturers can now integrate a high precision linear axis enabling upgrades in terms of accuracy and precision in its category of one-Degree-Of-Freedom (1-DOF) systems.

NTN has announced the receipt of a 2022 Content Excellence Award from the Automotive Content Professionals Network (ACPN). BCA Bearings received the Silver Award for its Web-Based Catalog at the 2022 ACPN Knowledge Exchange Conference.

Self-lubricating and maintenance-free plain and radial deep groove ball bearings from igus are part of a radically new type of maritime drive technology to reduce environmentally harmful emissions from international shipping.

Altra has recently enhanced the scope and functionality of its virtual exhibit booth. The immersive and interactive trade show environment provides visitors around the world with convenient 24/7 access to browse the extensive portfolio of motion control and power transmission products offered by Altra’s 26 global brands.

Fenner Precision Polymers announced the move of its corporate offices. The new location, is in Manheim Township, will be at 187 West Airport Road in Lititz, Pa. Approximately 100 of Fenner’s office staff are expected to move into the new offices beginning fall of 2022. Ongoing construction updates will be underway in the space through October. The company anticipates that the remaining corporate staff will have relocated to the new facility by end of 2022.

A new modular solution for driving AGVs and AMRs from Bonfiglioli is called BlueRoll. The system consisting of a gearbox and driving wheel in the so-called basic version or with servomotors in the advanced or compact version is perfectly tailored to all customers’ needs.

Seco/Warwick delivered a roller-type unit (furnace) intended for spheroidizing rings for the bearing industry. The solution will be operated in the Kielce plant of the global bearing manufacturer – NSK.

The PTDA Foundation is seeking nominations for its Wendy B. McDonald Woman of the Year Award and Robert (Bob) K. Callahan Future Leaders Award, respectively. As the charitable arm of the Power Transmission Distributors Association, the PTDA Foundation champions education, outreach and research initiatives relevant to the power transmission/motion control (PT/MC) industry that enhance the knowledge and/or professionalism and productivity for industry stakeholders.

The range and flexibility of lubrication and sealing technologies continues to expand as companies look to scale down production times while increasing productivity. The industry is focused on environmental impact, automation and compact systems. Here’s just a few of the latest technologies in the industrial market:

One of ONYX’s customers and a leader in driving up the reliability and asset performance of the wind industry, Pattern Energy, uses ONYX turbine monitoring for over 1,100 wind turbines. Across this fleet ONYX connects several CMS hardware types to fleetMONITOR, a multi-brand solution for drivetrain monitoring. Two of the wind farms were retrofitted with ecoCMS in 2018, the technology with which ONYX disrupted the CMS industry.

A high force-to-size ratio is just one of the many features of Moticont’s GVCM-051-089-02 Linear Voice Coil Actuator with Built-in Bearing. The actuator applies up to 66.4 N (14.9 lbs.) of continuous force and 210 N (47.2 lbs.) of peak force.

Global industrial and automotive supplier Schaeffler was honored by the Bearing Specialists Association (BSA) with the 2021 “Bearing Manufacturer Excellence of Innovation in Product Design Award” for its breakthrough OPTIME condition monitoring device.

AD is pleased to announce that Marisol Fernandez will be returning to the company as president of its Electrical and Industrial Business Unit, effective June 8, 2022.
The following article includes some of the new features and capabilities available for MESYS Rolling Bearing Calculation and MESYS Shaft Calculation:

The PTDA Foundation, through its PT WORK Force initiative, provides programs and resources to help power transmission/motion control (PT/MC) employers address ever-escalating issues surrounding recruitment and retention.

For the fourth consecutive year, AD has been recognized as a Top Workplace in the Delaware Valley. The anonymous employee engagement survey, administered by technology partner Energage, LLC, measures 15 drivers of engaged cultures that are critical to the success of an organization, including alignment, execution and connection. The awards program, in partnership with The Philadelphia Inquirer, recognizes organizations that outperform in a crowded market, lead a people-first culture, and excel at attracting top-tier job seekers and new business.


SKF has developed a new range of adjustable chocks with higher load capacity and an increased adjustment range. The chocks can be used in many industries, including food and beverage, pulp and paper, rail, marine, offshore, agriculture and power generation. They are typically found in equipment such as gas, diesel and LNG engines, generators, compressors, electric motors and gearboxes.

Manufacturing is facing constant challenges stemming from labor shortages and disrupted supply chains to productivity declines and the high replacement and maintenance costs of legacy equipment. Trends today include equipment upgrades, e-commerce, a push for more robotics and automation and faster software and IIoT solutions.

A flagship coupling in the Huco range, the Oldham solves the problem of side forces due to misalignment. Misalignment couplings that bend or flex do cause some side loading on bearings and shafts as the coupling tries to spring back. Of course, over prolonged use this can result in rapid deterioration of bearings, extra load on the motor, and eventual coupling fatigue.

The AD Bearings and Power Transmission division gathered for its annual North American Meeting on March 8-11, giving AD members and supplier partners a chance to celebrate a year of growth and new opportunities.

NTN, the parent company of BCA Bearings, has announced the addition of 16 new product SKUs to the BCA aftermarket product line. BCA’s March 2022 release includes wheel hub assemblies and repair kits for a number of import and domestic applications and represents premium coverage for over 6.9 million vehicles in operation.

Solve Industrial Motion Group has acquired SST Bearing Corporation (“SST Bearings”), a worldwide supplier and manufacturer of bearings and power transmission components.

When designing for linear motion systems, the initial decision between round and square rail can significantly impact cost, performance and durability. Square rail, which is typically the more expensive option, has a higher load capacity and tighter accuracy. Round rail offers distinct cost and reliability advantages for certain applications, but maximizing those advantages depends on specifying the right bearing to minimize friction in each application. Designers must often choose between plain bearings, often called bushings, and ball bearings. And within each type, they will have more options that impact price, performance, maintainability and durability. Understanding these options early in the design cycle will optimize the performance and cost of the linear motion application.

Solve Industrial Motion Group has hired Mark Chandler as the chief operating officer (COO). Chandler brings decades of supply chain, operations, and distribution experience to the company’s executive leadership team.

Bearings from SKF are playing a key role in a record-breaking engineering project – the world’s longest suspension bridge, which recently opened on March 18, 2022, in Turkey.


An overflowing waste bin in a park: pizza boxes piled up, coffee cups, napkins and beer cans on the ground. Cities all over Europe have been fighting against such a deluge of waste for years. Corona exacerbates the problem because people spend more time outdoors. “With classic rubbish bins, waste management in most cities is now reaching its limits. Many metropolitan areas in Finland, for example, had to empty public waste bins up to four times a day even before the pandemic,” said Antti Kinnunen, marketing manager at Finbin. The Finnish company’s answer: a waste bin called CitySolar, which compresses waste and thereby has a much higher capacity. A waste bin that is connected to the Internet and triggers an emptying before reaching the maxi mum fill level. “With CitySolar, we are making a contribution to reducing disagreeable waste scenes in cities and improving the CO2 balance in waste management. Up to four out of five trips can be avoided with the networked waste bin,” Kinnunen added.













































Mainshaft bearings inside wind turbines are subjected to extremely harsh operating conditions that result in failure patterns which include surface-initiated fatigue, abrasive wear and uneven internal load distribution. This webinar will introduce you to the latest engineering advancements in spherical roller bearing design, including solutions that allow potentially damaging thrust to be safely transferred through the bearing to the housing support. The resulting reduction in torque, friction and heat significantly improves the overall efficiency of the system, thereby enabling the wind turbine to generate more power – more reliably!


One of the problems with “tribal knowledge” is that the terminology can confuse those who are not fully immersed in that community. I have lost ...














Power Transmission Engineering has your in-depth knowledge and expertise covered in terms of bearings, motors, drives, gears and motion control technologies. Here are some of the latest articles on bearing innovations:








A Conversation with Jeff Hemphill, CTO at Schaeffler Group USA Inc. Matthew Jaster, Senior Editor


































I don’t recall a time during the startup of a new program where an engineer unfamiliar with heavy load














































































































![]()
![]()
Contact | Privacy Policy
©2025 Power Transmission Engineering


