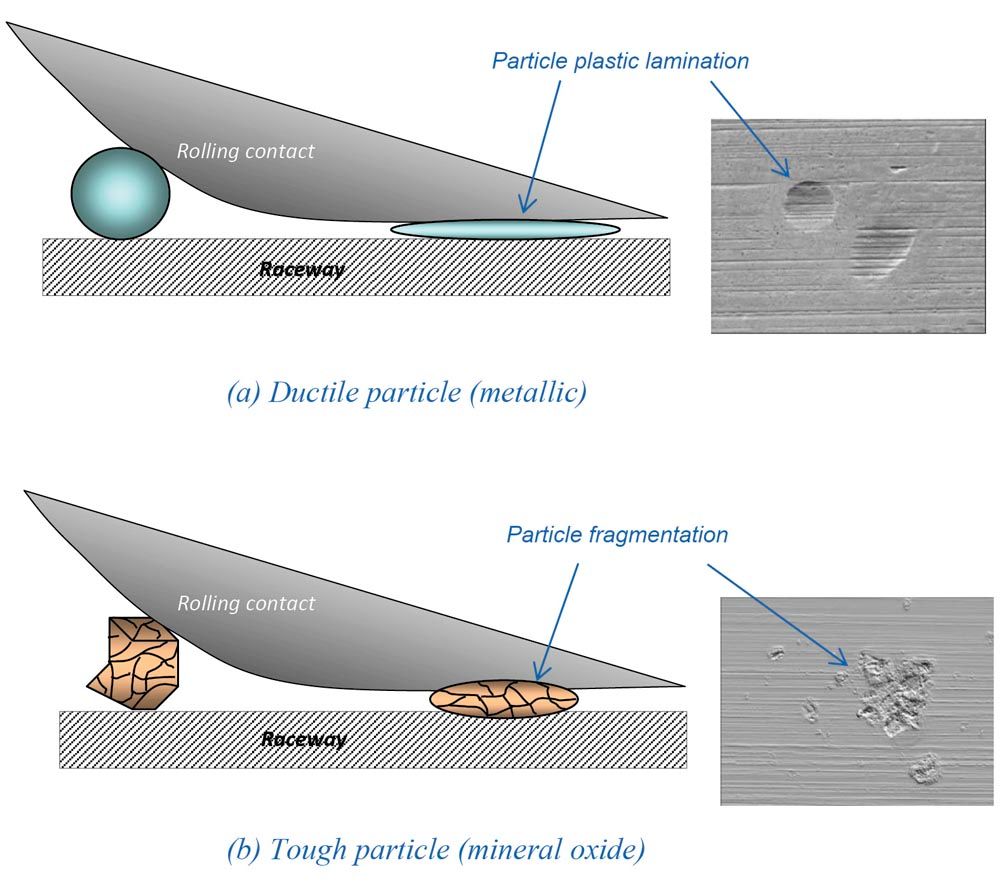
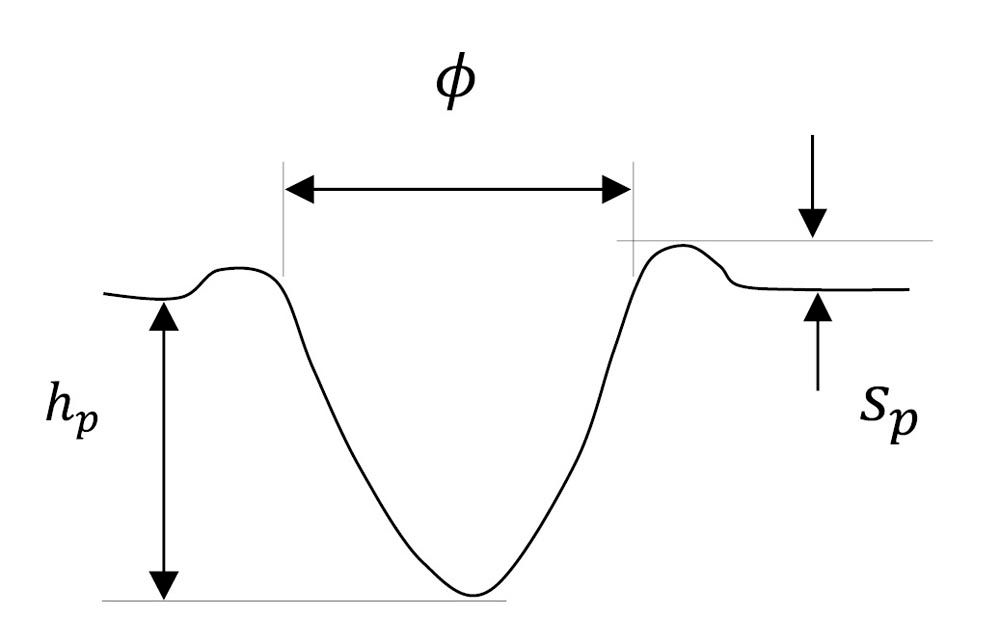
In conditions of speeds and loads typical of this series, particle contamination can be critical, due to the high sliding in the contacts. Increasing rotational speed in a bearing (even under fixed sliding-rolling ratio and spinning) will directly increase the sliding speed in a nearly linear way, with potentially some fluctuations in the real contact angle (in the case of ball bearings). Therefore, this increase in sliding speed can enhance the entrapment and embedment of particles on the raceway which will locally (due to sliding) increase heat generation from friction. Especially in the case of non-metallic material (oxides, ceramics, etc), therefore in steel-steel bearings the particles might isolate local heat transfer and send it back to the contacting opposite surface, generating local smearing marks and eventually seizure damage due to lubricant film thickness collapse. The process is illustrated in Figure 5. Oil-air applications may blow away external particles making the particle entrapment more difficult. However, greased bearings do not have the means to do this and will more easily entrap these particles. Rings with higher hardness can better cope with embedment, this is the case for series with harder steel than “standard” for example, in the performance and ultrafast series.
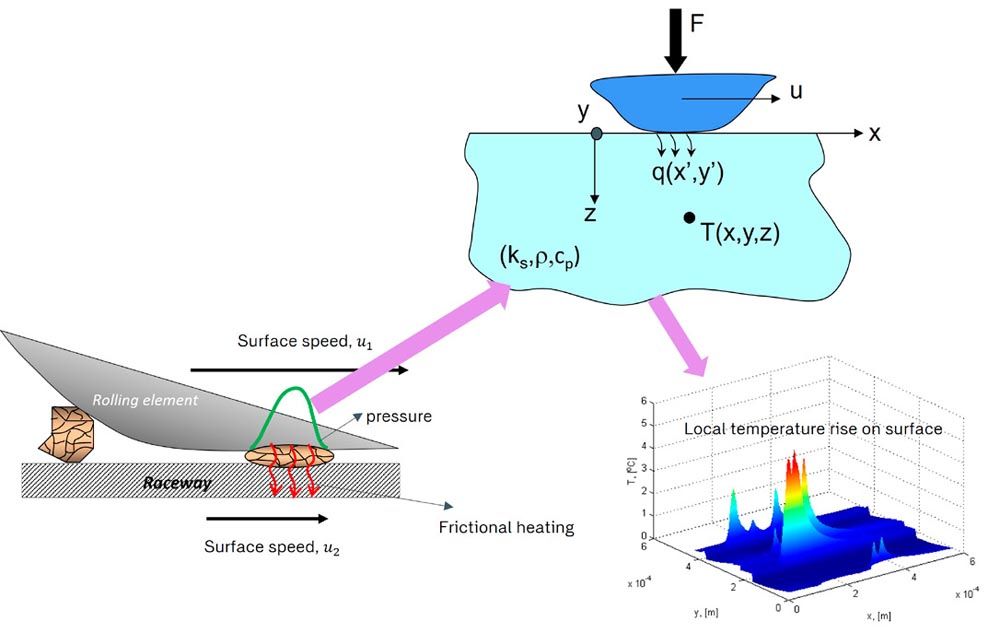
Figure 5—Schematics of potential local smearing damage mechanism due to nonmetallic entrapped particles in steel-steel bearings with high sliding conditions. In the figure (as an example) the particle is embedded on the upper surface (rolling element). However, in reality for steel-steel bearings particles can also be embedded in the raceway.
Surface Distress
Surface distress has been discussed in (Ref. 6). This is a damage mechanism which involves the competition of surface fatigue and mild wear, and it is due to poor lubrication conditions in the bearing, either from low viscosity lubricants or starvation (lack of available lubricant close to the contact). The asperities in thin lubricant film conditions will induce high pressures at the asperity tips and microcycles of fatigue and this will induce tiny cracks generation (see Figure 6). Mild wear is the kind of wear (either abrasive due to tiny particles or chemical) that will remove only the asperity tips (it does not change the profile of the contacting surfaces). This “polishing” effect of asperity tips can reduce the pressures and reduce the stress, it can also remove fatigued material which will reduce the possibility of crack openings. Thus, for spindle applications surface distress can be induced mainly from starvation effects due to high speeds (kinematic starvation). In relation to this, Ref. 7 shows test results of steel-steel and hybrid ceramic bearings at different combinations of load and speed to try to assess the so-called transition diagrams in rolling bearings, with standard lubrication (spindle) conditions, which also covers grease, and standard bearing steel (ASTM 52100). Figure 7 shows the results, where clearly hybrid bearings better deal with harsher conditions. Hybrid bearings are also better off when it comes to poor lubrication (Ref. 8). It must be noticed that the transition diagram sets the boundary between the fatigue and the seizure (or adhesive wear) damaging modes (Ref. 9).
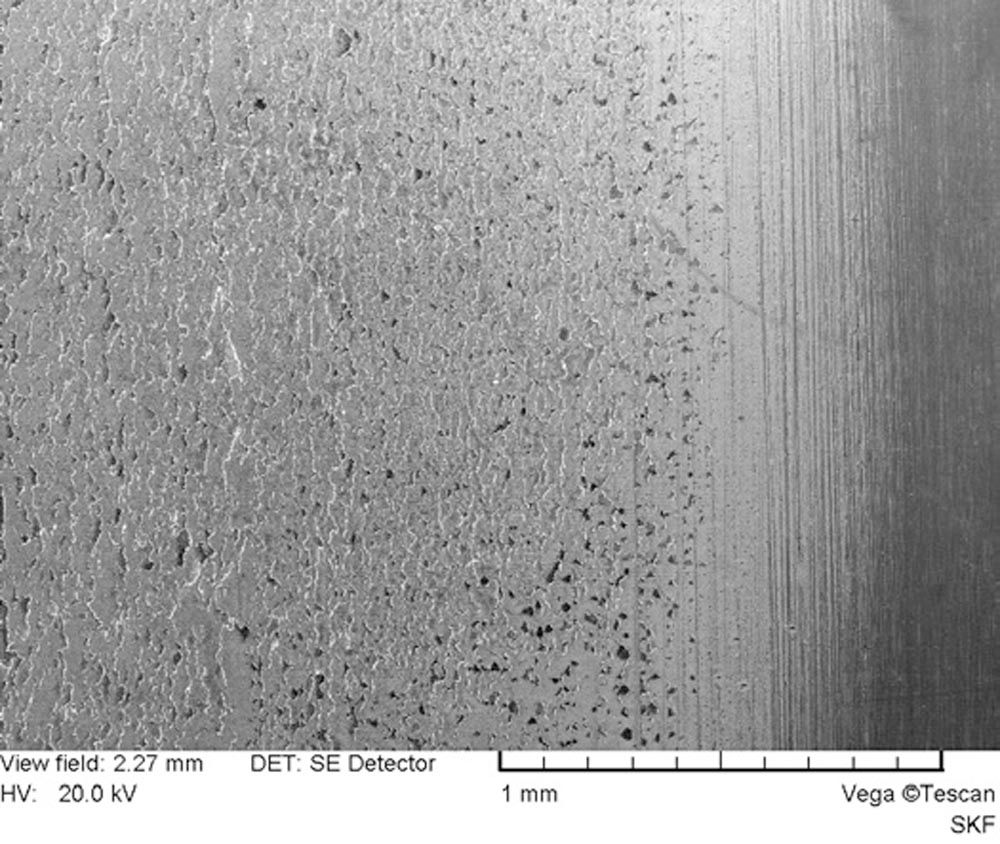
Figure 6—Microphotograph of advanced surface distress on a bearing raceway.
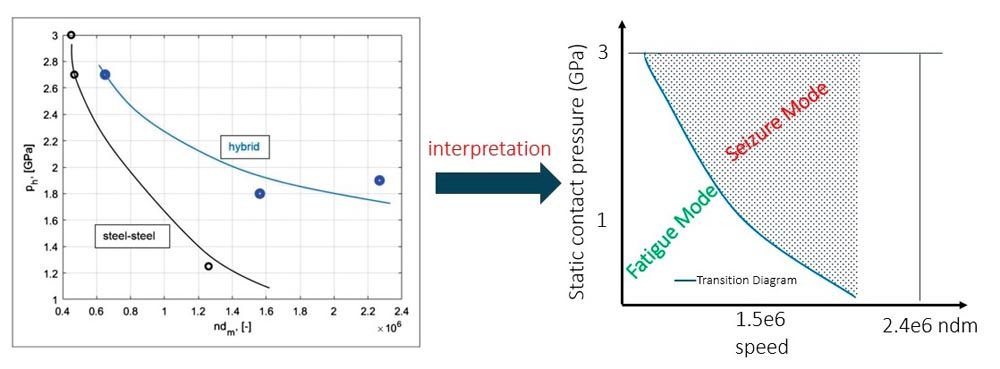
Figure 7—Transition diagrams from tested bearings for steel-steel and hybrid ceramic rolling bearings under standard (spindle) lubrication conditions and rings made of ASTM 52100 steel, inspired from Ref. 7. On the right-hand side plot the interpretation of the two potential damaging mechanisms.
In high-speed applications, the difficulty is always the estimation of the real kinematic starvation conditions, Ref. 7 includes a calculation model, but even there the link between the availability of oil in the raceway and the specific lubrication system used is not easy to make. Often some testing is needed to establish this link. In general, simple quality lubrication estimations (“kappa”) include a certain degree of starvation but it is difficult to link it to a particular lubrication system or grease, thus this parameter could be overestimated. As shown in Ref. 7 the “real” effective kappa, if not sufficient lubricant is provided, might decrease with increasing speed in high-speed conditions rather than to increase as classical calculations would indicate. This behavior is illustrated in Figure 8.
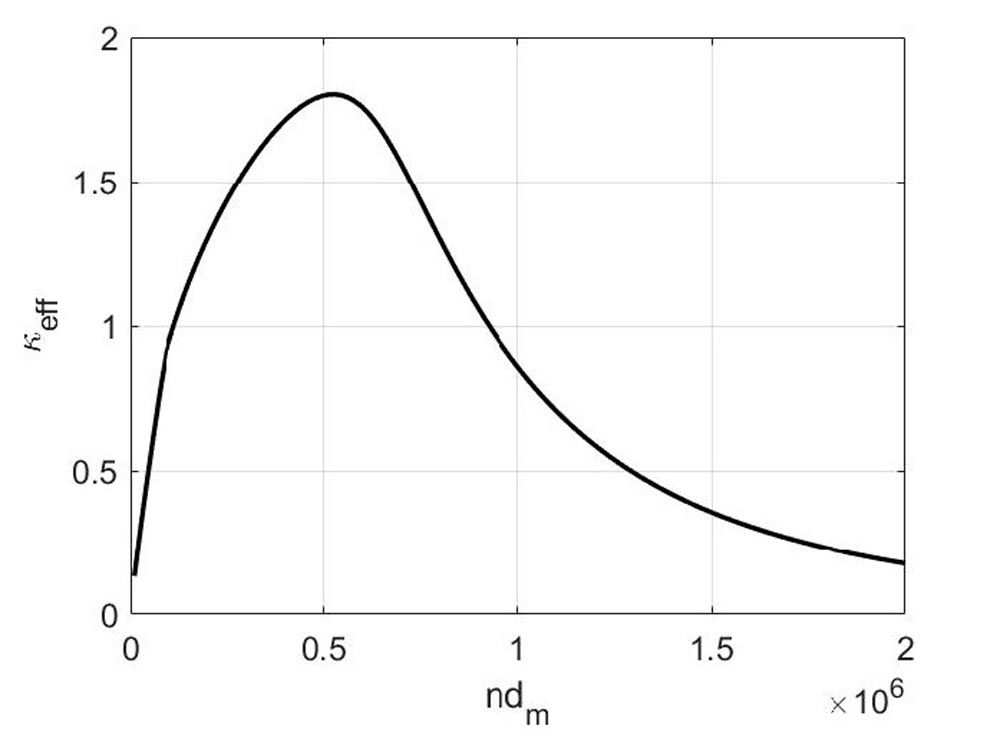
Figure 8—Illustration of a calculated effective kappa in a high-speed bearing, inspired from Ref. 7, as affected by severe kinematic starvation.
Naturally, when speed or load is increased in this category of “performance series” bearings the risk to cross the damage mode limit from surface distress to seizure increases. Seizure damage manifests itself first as an enhancement of surface distress since the surface material can start losing hardness due to reheating, then discoloration can appear, see Figure 9, eventually the damage can be catastrophic.
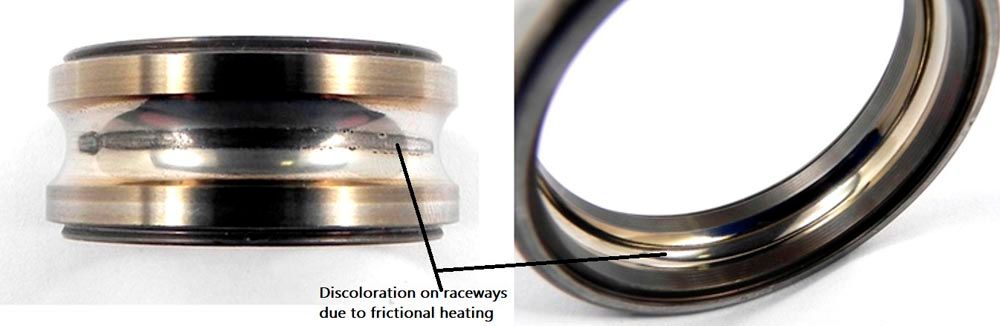
Figure 9—Damaged raceways due to frictional heating showing the first signs of seizure.
Notice that for this series the load is usually low (Ph≈1.3 GPa), lower that the fatigue limit for bearings (1.5 GPa), thus subsurface fatigue is not expected.
Extreme Platform
Surface Distress and Seizure
For this platform, load and speed are high, the combination can reach the limits of Ph ≈ 3.0 GPa with ndm ≈ 3x106, tests with different steels for the rings and with hybrid ceramic bearings have been carried out successfully to show that even in conditions close to the above limit the bearings survive (Refs. 10, 11), see Figure 10.
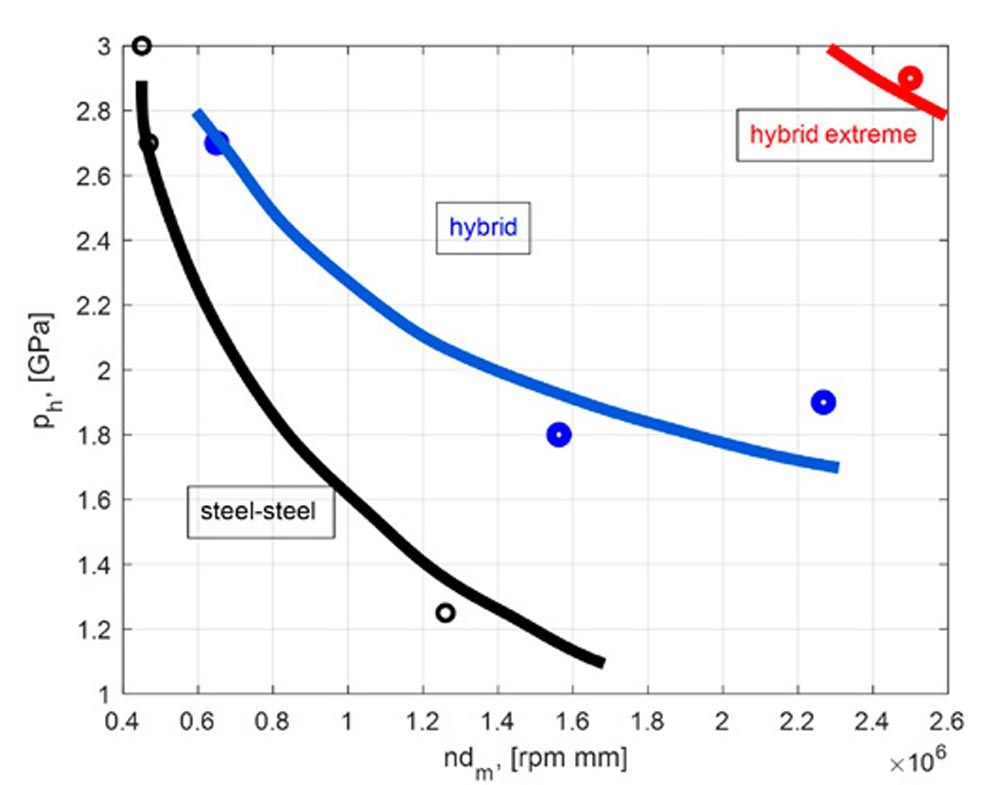
Figure 10—Transition diagram comparison between the “performance series”, denoted as steel-steel and hybrid versus the “extreme platform,” here denoted as hybrid extreme, inspired from Ref. 11.
In these conditions, certainly the most stressed part of the bearing remains to be the surface due to frictional heating. However, since likely the loads are higher than the fatigue limit of bearings steels (~1.5 GPa maximum Hertz pressure), the subsurface might also accumulate some fatigue, but certainly the life remains dominated by the surface of the raceways.
Embedment of Particles
In these extreme conditions, the use of hybrid bearings is compulsory therefore, the embedment process of particles in the steel rings can still happen. However, the local overheating process described in Figure 5 might not produce extra damage since the opposite surface is a ceramic material, more resistant to heat.
Ultrafast Series
For the performance of this series the load is relatively low (Ph ≤ 1.3 GPa) but the speed can be very high (ndm ≥ 3x106), therefore the major damaging mechanism is structural strength in the cages, potentially high pressures on the outer ring which could drive the damaging mechanisms to a situation similar to the Extreme Platform, where indentation and seizure could be an issue (despite the fact that the hardness of this steel is higher) together with poor lubrication due to kinematic starvation. But again, here surface dominating damage modes will prevail.
Mitigation Measures
Some mitigation measures have to do with the way the bearings are designed, for example, for “Ultrafast Series” and “Extreme Platform” a strong cage is required, as well as ring of special (or harder) steels that have a relatively high softening temperature to reduce seizure risks, all this combined with ceramic (silicon nitride) rolling elements. In these tough conditions a good lubrication balance of air (pressure) and lubricant is very important. In the area of “Performance Series”, where surface distress is dominant, availability of lubricant (without excess) is also critical. Many of these bearings are grease lubricated where the grease selection is critical. In some cases hybrid (ceramic) bearings could also be required here, since they are more resilient in poor lubrication situations and seizure.
Bearing Life Estimation
Traditionally engineers use ISO 281 (Ref. 5) or equivalent for life calculation in bearings. This methodology can be useful in many applications, especially where subsurface fatigue is dominant. Which is not the case in any of the spindle applications discussed above. For this, SKF has developed a bearing life model that can separate the surface survival from the subsurface, modelling explicitly the surface in the life calculation, this model is known as the SKF generalized bearing life model or GBLM (Ref. 4). The basic concept of GBLM is given by Equation 1, being e the Weibull slope.
 (stress-based)
(stress-based)
(1)
This compared with the traditional method equivalent to ISO 281, given by Equation 2
(load-based)
(2)
Application Example
Considering the super precision bearing (SuPB) 7008 CE in hybrid and steel-steel executions, Table 1 describes operating conditions typical of the different zones of Figure 1. Notice that since in high speeds, the actual lubrication condition in the bearings is uncertain (due to kinematic starvation), then for a fair comparison the lubrication quality parameter has been fixed to k = 1 in all cases.
|
Condition
|
Execution
|
Performance Series
|
Extreme Platform
|
Ultrafast Series
|
|
Contact pressure [GPa]
|
steel-steel
|
1.1
|
2.53
|
1.1
|
|
hybrid
|
1.3
|
3
|
1.3
|
|
Speed, ndm [rpm mm]
|
|
1.3×106
|
3.0×106
|
4.0×106
|
|
Lubrication, k [-]
|
1
|
1
|
1
|
|
Contamination, hc, [-]
|
0.8
|
0.8
|
0.8
|
Table 1—Operating conditions for the example (SuPB 7008 CE).
With the data of Table 1 and the application of Equations 1 and 2 the calculated bearing lives are summarized in Table 2. Notice that in the L10GMS life calculations (which are calculated from a stress-based model) the corresponding SKF bearing solution has been considered (design features, especial material, etc.), while for the calculations of L10m (obtained from a load-based model) these features cannot be totally considered. In an ISO 281 calculation only standard “super-precision bearings” steel-steel is included and only geometry aspects are included in the evaluation of the dynamic load rating C.
|
Calculated Life [Mrevs]
|
Execution
|
Performance Series
|
Extreme Platform
|
Ultrafast Series
|
|
L10GMS
|
steel-steel
|
NA
|
NA
|
NA
|
|
hybrid
|
9.44×106(*)
|
182
|
2.14×105(*)
|
|
L10m
|
steel-steel
|
1.28×106
|
34.7
|
5.13×105
|
|
hybrid
|
1.28×106
|
34.7
|
5.13×105
|
|
(*) Model in development, results can change
|
Table 2—Life results from calculations, using Equations 1 and 2.
Notice that the steel-steel bearings of Table 1 can only be calculated with Equation 2 for the time being. As explained above, also notice that Equation 2 does not make any difference for hybrid bearings or any other special features in the bearing (i.e., different steels).
Some bearing manufacturers seem to increase their C value (dynamic load rating) to boost calculated bearing life even after knowing that this parameter has an influence only on the subsurface. This can only be justified if proper endurance tests are carried proving the overall increase in subsurface bearing life. To force equating the lives of Equations 1 and 2, the C value of Equation 2 would need to be multiplied by a factor f, thus:
|
Equation 3
|
Execution
|
Performance Series
|
Extreme Platform
|
Ultrafast Series
|
|
f
|
steel-steel
|
NA
|
NA
|
NA
|
|
hybrid
|
1.94
|
1.74
|
0.747
|
Table 3—Calculated f factors for the cases of Table 2.
(3)
Table 3 shows a summary of the calculated f values from Equation 3 for the cases of Table 2. The results of Table 3 show how unfit Equation 2 is to reflect the behavior of Equation 1, where the separated effects of surface and subsurface are considered. For the “Performance Series” and the “Extreme Platform” an increase in the C value of f>1.7 would be required to match the predictions of Equation 2. However, for the “Ultrafast Series” Equation 2 is already unsafe and then it requires a reduction of the C value of nearly 20 percent. But more important, only a fixed multiplication factor of C non-linked to the bearing subsurface performanceis completely seems artificial and nonphysical and should be avoided.
Conclusions
Potential damage mechanisms of spindle bearings are described, depending on the operational zone of the bearing within the speed-load map. Some mitigation measures have also been pointed out. Besides, the standard life calculation method is revisited and compared with the more advanced GBLM method, which includes the separation of the surface survival. From here the following conclusions can be drawn:
- The classical subsurface fatigue damage mode is unlikely in spindle applications operating in almost any zone. In general, surface dominating damaging modes will prevail.
- For the “Extreme Platform” and “Ultrafast Series,” it is likely that the seizure (adhesive wear) damaging mode will be more relevant. However, in some cases the “Ultrafast Series” could also suffer from some surface distress due to the effects of kinematic starvation.
- For the “Performance Series,” surface distress is more likely. However, improved material in this series will also benefit the subsurface.
- Particle contamination in all cases will be damaging and should be minimized.
- It is concluded that only a simple multiplication factor to the Dynamic Load rating (C) of the bearing is somehow artificial and nonphysical, due to several reasons: (1) damage in general is not related to the bearing subsurface, (2) a constant increase in in predicted life in all operating conditions does not reflect the competition between surface and subsurface damaging mechanisms, as reflected in the GBLM model and the reality.
- Overall increase of C values can only be justified if proper endurance tests are carried out, showing the overall increase in bearing life, triggered by a material performance improvement in the subsurface.

References
1. Morales-Espejel, G.E., Gabelli, A., Particle entrapment and indentation process in rolling bearings, Proc IMechE, Part J, J. of Eng. Tribology, Vol. 230, No. 12, pp. 1572–1587, 2016.
2. Morales-Espejel, G.E., Zhou, Y., Rolling bearing damage from particle contamination—Diagnosis via Inspection, submitted to Tribology Online, 2023.
3. Morales-Espejel, G.E., Gabelli, A., “A Model for Rolling Bearing Life with Surface and Subsurface Survival: Sporadic Surface Damage from Deterministic Indentations”, Tribology International 96, pp. 279–288, 2016.
4. Morales-Espejel, G.E., Gabelli, A., de Vries, J.C., A Model for Rolling Bearing Life with Surface and Subsurface Survival—Tribological Effects. Tribol. Trans., Vol. 58, 5, pp. 894–906, 2015.
5. International Standard (2007). ISO—Rolling Bearings—Dynamic Load Rating and Rating Life, ISO 281.
6. Morales-Espejel, G.E., Brizmer, V., Stadler, K., Understanding and preventing surface distress, SKF Evolution, evolution.skf.com #4 2011.
7. Morales-Espejel, G.E., Gabelli, A., Rolling bearing seizure and sliding effects on fatigue life, Proc IMechE, Part J, J. of Eng. Tribology, Vol. 233, No. 2, pp. 339–354, 2016.
8. Brizmer, V., Gabelli, A., Vieillard, C., Morales-Espejel, G.E., An experimental and theoretical study of hybrid bearing micropitting performance under reduced lubrication, Trib. Trans., Vol. 58, No. 5, pp. 829–835, 2015.
9. Morales-Espejel, G.E., Surface life modelling of tribological components—from surface roughness bearings and gear life, Tribology Online, In Press, 2023.
10. Brecher, C., Neus, S., Gärtner, M., Catana, L., Greco F., Morales-Espejel G.E., Lang D., New Bearing Steel for High-Speed Applications, MM Science Journal, 2016 issue, pp. 1–6, 2021.
11. Gärtner, M., Brecher, C., Neus, S., Catana, L., Greco F., Morales-Espejel G.E., Lang D., Evaluation of hybrid spindle bearings with nitriding raceway steels under high rotational speeds, Tribology and Materials, Vol. 2, No. 3, 2023, pp. 88–98, 2023, https://doi.org/10.46793/tribomat.2023.012.