

Surface Roughness Is More than a Number
Powertrain components are affected by vibration, noise, wear, thermal characteristics and more
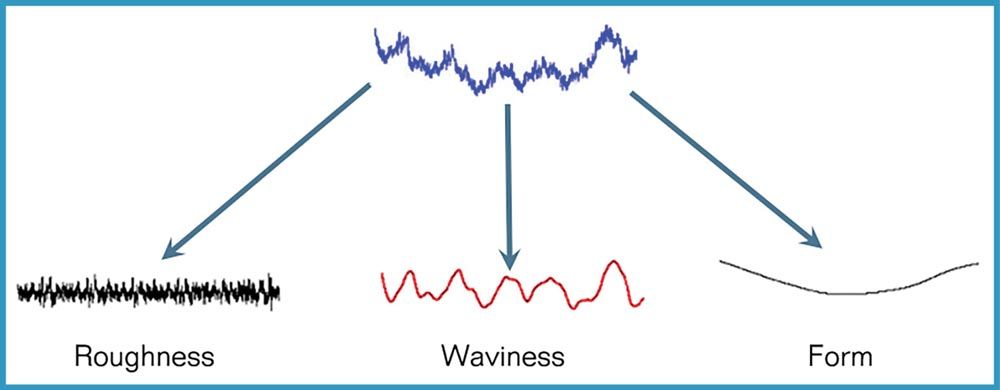
Figure 1—Surface texture consists of roughness (left), but also waviness (center) and form error (right).
Mike Zecchino and Mark Malburg, Digital Metrology Solutions
It’s common to hear “surface roughness” described as a number that can be measured on a gage. But describing surface texture with a number is a lot like describing a concert in decibels: loudness is just part of the story. A rock band, an orchestra, and a chainsaw can all produce 100 decibels, but the full picture is much more complex and interesting.
Surface roughness (or more generally “surface texture”) is more than a number: it is the shape of the surface. For powertrain components, texture affects all aspects of performance, from vibration and noise to sealing, wear, thermal characteristics, etc. To create durable surfaces that perform well, we need to understand which aspects of the texture matter for the given application. The finish of a gear, say, will have different requirements than that of a cam, or a sensor component.
In this article we look at the nature of surface texture, how it’s measured and analyzed, and what we need to control to produce high-performing components.
Surface Texture Consists of Roughness, Waviness, and Form
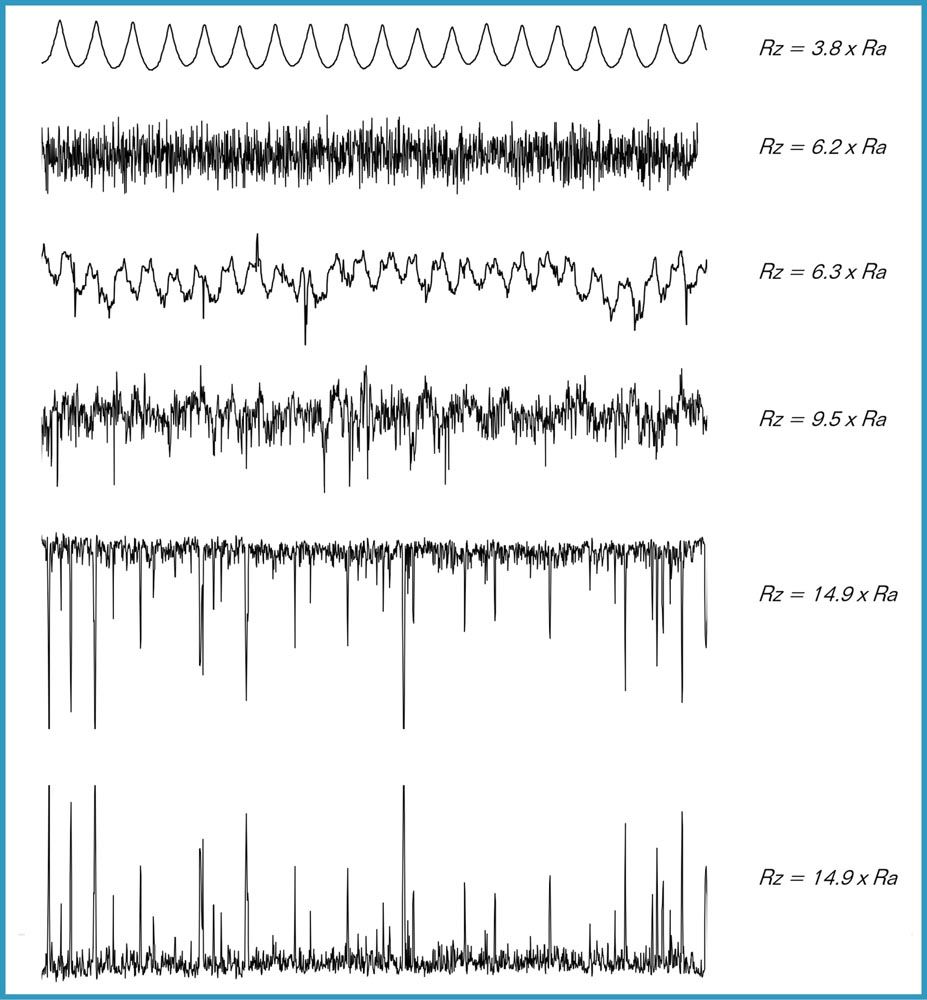
As measurement equipment and software have advanced, the technology has shaped our understanding of surface texture. Rather than thinking of a surface as having a generalized “roughness,” we can more properly describe surface texture as a range of features of varying sizes. We describe the size of these features in terms of “wavelengths,” from short-wavelength roughness to longer-wavelength “waviness” and “form error.”