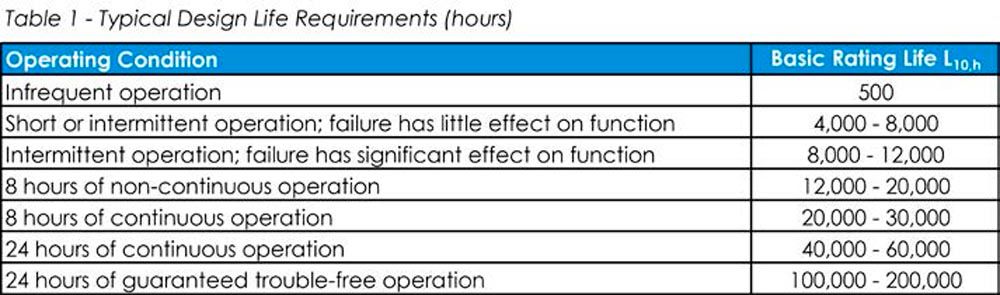
L10,h = Basic Rating Life [hours]
n = Operating Speed [rpm]
The basic rating life formula is acceptable for general use and correlates with 90 percent reliability, common material and manufacturing quality, and conventional operating conditions. However, for many applications where a reliability greater than 90 percent is required, and/or where there are special bearing properties or a deviation from conventional operating conditions, an adjusted rating life formula is used:


and
Where:
Lna = Adjusted Rating Life; Reliability of (100-n) % [revolutions]
a1 = Life Adjustment Factor for Reliability
a2 = Life Adjustment Factor for Special Bearing Properties (Material Type and Quality)
a3 = Life Adjustment Factor for Operating Conditions
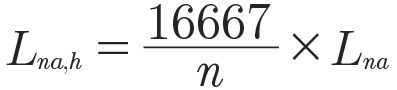
Lna,h = Adjusted Rating Life; Reliability of (100-n) % [hours]
n = Operating Speed [rpm]
Life Adjustment Factor for Reliability, a1
Bearing reliability is expressed as the percentage of a group of identical bearings operating under the same conditions that will attain or exceed a specified life. For the basic rating life, L10, the bearing reliability is 90 percent and a1 = 1. When a reliability greater than 90 percent is required, the corresponding life adjustment factor should be selected from Table 2.

Life Adjustment Factor for Special Bearing Properties, a2
Special bearing properties can be accounted for by using the life adjustment factor a2. Improvement in manufacturing techniques and heat treatment of bearing components have led to an extended fatigue life for bearings. Most bearing manufacturers commonly use a value of a2 = 1, representing the use of high quality, vacuum degassed steel. However, a value of a2 > 1 may be used if the bearing steel has an extremely low level of impurities. Conversely, if a hardness reduction is caused by a special heat treatment process, a value of a2 should be applied. It is important to note it is not possible to define relationships between special bearing properties and the values of a2. These values are determined through empirical means and can vary widely between suppliers. Always consult the bearing manufacturer before considering using an a2 factor other than 1.
Life Adjustment Factor for Operating Conditions, a3
Non-conventional operating conditions related to lubrication, speed, and mounting are considered with the life adjustment factor a3. Under good lubrication conditions, i.e., a permanent oil film exists between the rolling elements and the rings, then a3 = 1. In situations where the lubricant film thickness is less than the composite roughness of the two surfaces, a3 . If the rotational speed of the bearing is very low (mean bearing diameter times operating speed is ≤ 10,000) then a value a3 is required. For designs in which a bearing is mounted to a shaft with a loose fit, a value of a3 should be used.
Life Adjustment Factors—Additional Considerations
Pumps and compressors are often subjected to non-standard loading and operating conditions that may require further consideration beyond the life adjustment factors previously described. Additional life adjustment factors are typically provided by bearing manufacturers, based on empirical data. These include adjustments for:
- Sinusoidal loading (encountered in rotating and reciprocating machinery)
- Step loading (due to operating modes and/or external forces)
- Reversing loads
- Vibration
- Oscillation
- High speeds
- Inner ring versus outer ring rotation
- Temperature and environmental effects
Life adjustment factors allow engineers to develop a more accurate approximation for bearing life, specific to the application and/or operating conditions. Bearing manufacturers often use additional, proprietary factors in determining both load ratings and life calculations for their customers. Accordingly, it is important to consult with bearing manufacturers in conjunction with the previously referenced industry standards during the bearing selection process.
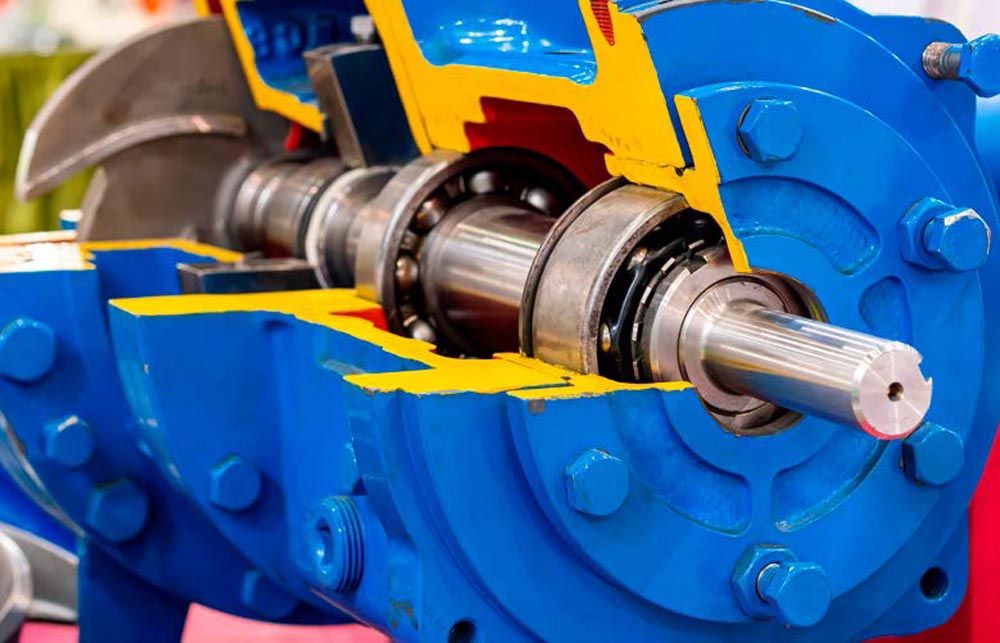
Cutaway view of an industrial centrifugal pump. Ball bearings can be seen in several locations on the shaft.
Bearing Fits
Selecting the proper shaft and housing fits is critical in optimizing a radial ball bearing’s performance and life. Improper bearing fits—too loose or too tight—can cause undesirable operating conditions and premature failure. Fits that are too loose lead to damage of the housing bearing seat, reduced rotational accuracy, and excessive wear, noise, and vibration. Conversely, fits that are too tight will give rise to a reduction in radial play, overheating, or unintended preloading. Overly tight fits also require very large forces to mount a bearing on a shaft (or remove it). The internal design of a pump or compressor should allow for the support of the bearing rings across their entire width and circumference. In doing so, the entire load carrying capacity of the bearing will be utilized. The housing and shaft fits must be selected so that there is no creep, or slippage, between the components. These fits are determined by the tolerances specified in the ISO-286 standard, along with the specified bore and outer diameter tolerances of the bearing.
Bearing Material
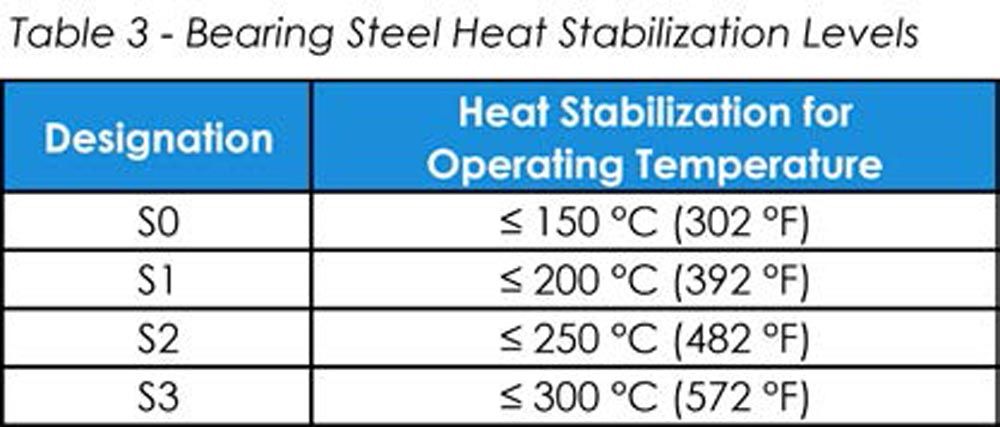
It is generally assumed the load ratings published by bearing manufacturers are based on the use of high-quality, heat-treated steel. This is the basis for using a life adjustment factor a2 = 1 discussed previously. The most common material used to produce load carrying bearing components (balls and rings) is AISI 52100 chrome steel. The chemical composition of this steel features a high carbon content and the inclusion of chromium. Using controlled processing and heat-treating methods, the finished bearing components possess high strength able to resist cracking and a hard surface to resist wear and subsurface rolling contact fatigue. Accordingly, 52100 steel exhibits good fatigue life in rolling element bearings. A disadvantage of using 52100 steel for bearing applications is its poor corrosion resistance. Consequently, bearing surfaces must always be protected with a coating of rust inhibitor oil to prevent oxidation. Bearings manufactured from 52100 chrome steel have a maximum operating temperature of 120°C (248°F). In applications requiring resistance to higher temperatures, it is possible to increase the maximum operating temperature of the bearing through heat stabilization of the components. This process involves a tempering treatment at a temperature corresponding to the desired operating temperature. This elevated tempering treatment does have a detrimental effect on the hardness of the steel, and as a result the load carrying capacity of the bearing is reduced. Table 3 lists common designations for specifying the heat stabilization treatment and the corresponding temperature ranges. These designations can vary from one bearing manufacturer to the next, so the supplier should always be consulted prior to selection. While bearings made from heat stabilized steel are an expensive solution, they offer enhanced resistance to high temperatures, reduced risk of failure, and extended operating life. Applications such as ovens, furnaces, kilns, blowers, and exhaust systems can benefit from using heat stabilized bearings.
Stainless steel is a common alternative for making bearing components, as it is more resistant to surface corrosion (due to a higher content of chromium). The chromium in the steel reacts with oxygen to form a thin, passive layer of chromium oxide on the material surface, rendering it resistant to corrosion. AISI 440C stainless steel has a high enough carbon content that it can be hardened using standard heat-treating methods. However, due to differences in the chemical composition between 440C and 52100 steels, 440C steel cannot achieve the same level of hardness as 52100 steel. As a result, the load carrying capacity of a stainless-steel bearing is 20 percent lower than that of a chrome steel bearing of the same dimensions.
Lubrication
Appropriate bearing lubrication is one of the most critical factors in ensuring bearings achieve their required design life. Designers of pumps and compressors must consider the most suitable lubricant for the operating environment, as well as the method of lubrication, when specifying a bearing. The life adjustment factor a3 = 1 assumes that the loads, speed of rotation, and lubricant characteristics all contribute to maintaining a constant thin fluid film between the balls and raceways.
Grease lubrication is commonly used for ball bearings. Bearings are often lubricated “for life” by the manufacturer due to the design configuration and/or constraints. Some designs may include grease fittings, which allow for bearing lubrication at regular maintenance intervals. Temperature range, load, and speed are the primary considerations when selecting a lubricant. Bearing manufacturers typically lubricate ball bearings with a standard all-purpose grease that is suitable for most applications. However, it is a best practice to always consult with an engineer to either ensure the standard lubricant is appropriate or to select an alternate lubricant for optimal life and performance. Grease lubricants consist of a base oil and thickener, and often contain additives. Many different types of base oils, thickeners, and additive packages are commercially available to address a variety of operating conditions including:
- High and low temperatures
- High speeds
- High loads
- Moisture and humidity
- Vacuum
Designers should select sealed or shielded bearings whenever possible. These enclosures prevent contaminants from entering the bearing and assist with grease retention. Single lip seals are most common, but double and triple lip seals are very effective at preventing moisture and liquids from entering a bearing. There is a trade-off, however: using these multiple lip seals lead to an increase in torque, friction, and heat generation during bearing rotation.
Oil lubrication is effective in high speed and high temperature applications, providing excellent cooling properties. Unlike grease, oil should never be considered a lubricant “for life” option for bearings. Oil lubrication requires a continuous flow of oil supplied to the bearing. The oil bath lubrication method is commonly used in larger, slow speed compressors and pumps. By design, the bearings are either partially or completely submerged in an oil bath. Oil mist lubrication, used in high-speed applications, involves injecting a fine mist of oil into the bearing. Oil mist lubrication offers better heat dissipation than an oil bath. As with grease lubricants, selecting the proper oil is crucial to optimal bearing performance. Oil lubrication systems should include filtering and continuous monitoring of both the quality and amount of oil.
Summary
Proper bearing selection is one of the main factors in achieving reliability and longevity from turbomachinery. Application loads, bearing load ratings, and the selection of proper bearing fits, material, and lubrication all must be evaluated to achieve the required life of the equipment. Periodic maintenance and re-lubrication is also important for trouble-free operation. Pump and compressor failures are costly and difficult to repair. A thorough analysis of the application will provide guidance on both proper bearing selection and preventative maintenance, leading to the optimal performance of the machinery.
astbearings.com

Cutaway view of a centrifugal compressor used in the oil and gas industry. Bearings can be seen in several locations on the shaft.








 Power Transmission Engineering is THE magazine of mechanical components. PTE is written for engineers and maintenance pros who specify, purchase and use gears, gear drives, bearings, motors, couplings, clutches, lubrication, seals and all other types of mechanical power transmission and motion control components.
Power Transmission Engineering is THE magazine of mechanical components. PTE is written for engineers and maintenance pros who specify, purchase and use gears, gear drives, bearings, motors, couplings, clutches, lubrication, seals and all other types of mechanical power transmission and motion control components.