Mounted Bearing Units (counterclockwise, from rear): Two Bolt Pillow Block, Flangette, Two Bolt Flange.
Bearings are continuously exposed to liquids and various types of particulate debris in food processing plants. Sealed or shielded bearings should always be used. Seals are the best option for preventing the ingress of foreign debris and retaining lubricant in the bearing.
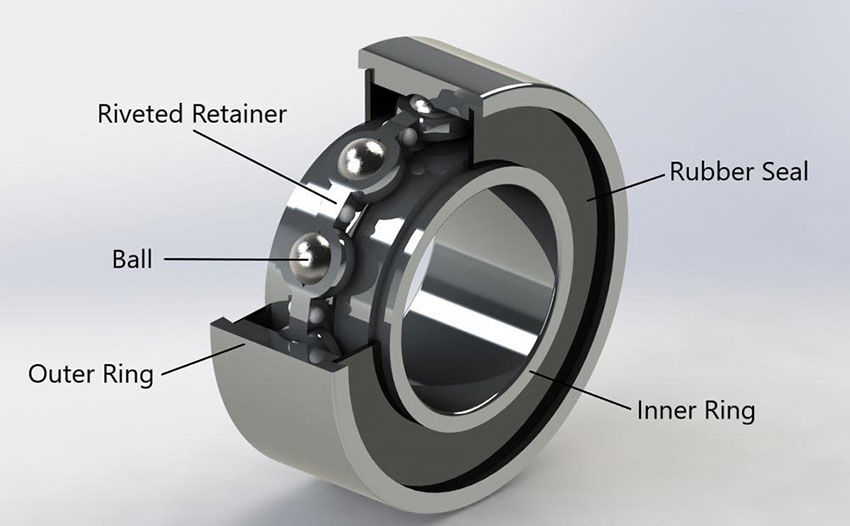
The most common bearing seal material is nitrile rubber, also known as NBR or Buna-N. This type of seal is comprised of a rubber profile bonded to a steel insert and has a maximum operating temperature of 240°F. Seals are typically fixed into a groove in the outer ring of the bearing and contact the inner ring, providing better protection than a metal shield in contaminated environments. However, this seal contact results in an increase in rotational torque and reduces the maximum speed capability of the bearing. Still, this limitation is usually seen as a design trade-off made to improve bearing life. Nitrile rubber reacts negatively with certain chemicals and lubricants and is unsuitable for high temperature applications. Alternative materials include fluoroelastomers, such as Viton, which has good chemical resistance and a maximum operating temperature of 400°F. FDA-approved food-grade silicone rubber, which has an operating temperature range from -80°F to 450°F, is another option for extreme temperature applications. Teflon and glass-reinforced PTFE seals are also excellent material choices for food processing applications. They have outstanding chemical resistance, can withstand high and low temperatures, and exhibit less torque than rubber seals. However, these seals are not as robust as those made from other materials—and depending on the bearing type and construction—can be easily dislodged if hit directly with a high velocity stream of fluid.

Flange mounted bearing units supporting conveyor belt shafts in an egg processing facility.
Construction of a seal can greatly improve its ability to function in extreme environments. The outer surface of the seal rubber can be shrouded in metal, such as stainless or galvanized steel. This metal shroud protects the rubber material from abrasion. On insert bearings found in mounted units, these shrouds are often referred to as slingers. The portion of the seal that contacts the inner ring of a bearing is known as the seal lip. Seal lips can be designed with a single, double, or triple lip configuration. The seal lip flares outward where it contacts the inner ring, providing very effective protection against the ingress of wet or particulate contaminants. Triple lip seals provide the most protection, but also increase rotational torque substantially when compared to single lip designs. When low torque is an application requirement, a noncontact rubber seal with a labyrinth design can be used. This type of seal configuration creates a labyrinth path which is difficult for fluid or debris to navigate. The seals found on most types of bearings are not designed for fluid immersion. If subjected to this environment, fluid penetration will eventually take place. In general, seals offer excellent protection from particulate contamination, fluid splash and wipe down operations.
Lubrication
Lubricant selection is critical to bearing performance and life, yet it is often overlooked by designers and engineers. Bearing life in harsh environments such as those found in food processing depends on “proper lubrication”—meaning both type and amount. Operating temperature is the primary consideration when selecting a lubricant. Temperature directly affects the viscosity of the lubricant base oil, which in turn impacts the lubricant’s ability to support application loads.
Lubricant selection not only depends on the operating conditions the bearing will encounter; it may also be subject to regulatory requirements. Manufacturers of food processing machinery are often required to use a special class of lubricants, referred to as food-grade lubricants. These lubricants are classified into three categories, based on the probability of contact with food products. The USDA created the original food-grade lubricant designations H1, H2 and H3. In 1999, the National Sanitation Federation (NSF) evolved globally and took over the regulatory oversight of food-grade lubrication, while retaining the original H-system designation. The designations are defined as follows:
H1 lubricants are those used in food processing equipment and on machine parts where there is a possibility of incidental food contact.
H2 lubricants are those used in food processing equipment and on machine parts where there is no possibility of food contact.
H3 lubricants, also known as soluble or edible oil, are those used to clean and prevent rust on hooks, trolleys and similar equipment. They are generally regarded as safe and FDA-compliant mineral oil. The equipment surfaces that contact edible products must be clean and free of the oil before reuse.

Bearings used in produce processing facilities must be resistant to very wet environments.
H1 lubricants typically have synthetic, hydrocarbon base oils with urea, polyurea, or aluminum complex thickeners. H2 lubricants typically have mineral or PFPE base oils with calcium soap or PTFE thickeners. Solid lubricants can be used in very demanding applications. These are oil-filled polymers, or grease and polymer mixtures, that solidify once heated and cooled. Solid lubricants can eliminate problems with grease leakage and emulsification, especially when water is present.
Lubricants need to provide good wear and corrosion resistance. Those used in high temperature applications such as meat, poultry and beverage processing should have high temperature oxidation stability. Machinery used in beef, pork and poultry processing is typically exposed to washdown procedures, which use high pressure water and anti-bacterial solutions that can displace the grease. To avoid this displacement, greases with high resistance to water washout are used, with fill amounts in the range of 70–100 percent (as opposed to a typical fill amount of 30 percent.) While the large fill amount limits rotational speed, it significantly improves bearing life.
Thousands of greases and oils are readily available, designed for a wide variety of operating conditions. Features, benefits and price are all important factors to consider when making a choice. Both a lubrication specialist and the bearing manufacturer should be consulted before making a final lubricant selection.

Bearings used in meat processing facilities, which require frequent washdowns, must be able to withstand harsh cleaning procedures such as high-pressure sprays of water or chemicals.
Summary
Bearing life plays a key role in optimizing uptime, efficiency and reliability of equipment used in the food processing industry. Bearings are exposed to extremely harsh conditions in these applications, and designers must consider protection from corrosion and contamination while maximizing lubricant life. Materials, sealing solutions and lubrication—along with operational loading—should be carefully evaluated in the bearing selection process to achieve desired bearing life.
astbearings.com